



三、镗刀的加工范围和性能的选用
1.装配式镗刀
这种镗刀一般是将预先刃磨好的刀头(镗刀头),装在镗刀杆或专用的刀杆中,加以固定。按镗刀的刃口分单刃镗刀与双刃镗刀,双刃镗刀又可分为固定镗刀块与浮动镗刀块两种。
(1)单刃镗刀 单刃镗刀的刀头固定于刀杆中进行内孔切削。如图3.1(a)所示的单刃镗刀适宜加工通孔,如图3.1(b)所示的单刃镗刀适宜加工不通孔。刀头的构造和刀杆夹持方式对镗削生产率、孔的形状精度等都有很大影响。
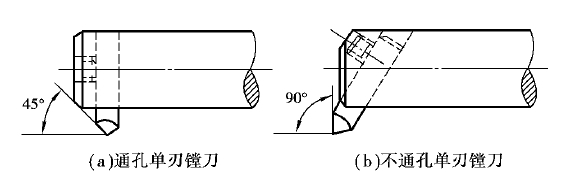
图3.1 单刃镗刀
常用的单刃镗刀按加工需要有直刀头和弯刀头两种。直刀头适用于加工各种内孔、螺纹或成形内沟槽等。弯刀头可用于加工通孔、外圆和平面。单刃镗刀加工孔如图3.2所示。
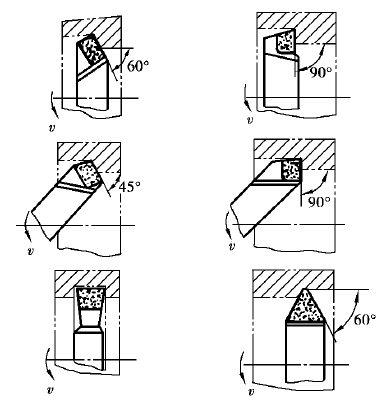
图3.2 使用单刃刀镗削内孔
一般单刃镗刀的主偏角为45~90度。为了减小镗孔时的径向力,减少镗孔变形,在刀杆刚性不足和精镗时,宜选用90度主偏角镗刀。
1)主偏角90度的镗刀,使用普遍。常用于加工通孔、阶梯孔和端面。
2)主偏角60度的镗刀,在镗刀和刀杆刚性较好的情况下使用,可以提高切削速度和进给量。
3)主偏角45度的镗刀,主要用于镗削不通孔以及孔口倒角,有时也用于粗车外圆和端面。
(2)双刃镗刀 双刃镗刀统称为镗刀块,按其结构有整体式和调节浮动式两种,结构如图3.3和图3.4所示。
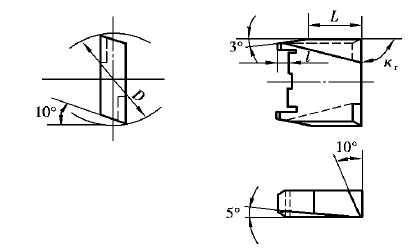
图3.3 整体安装式双刃镗刀
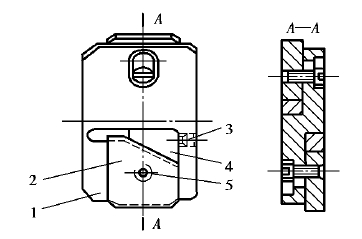
图3.4 可调式双刃镗刀
1—刀体;2—刀头;3—调整螺钉;
4—调整斜块;5—紧固螺钉
2.整体式镗刀
在立式镗床、坐标镗床、金刚镗床或小规格卧式镗床上,镗削直径小于50毫米的短孔时,经常使用整体式镗刀。其通孔镗刀如图3.5所示;不通孔镗刀如图3.6所示。
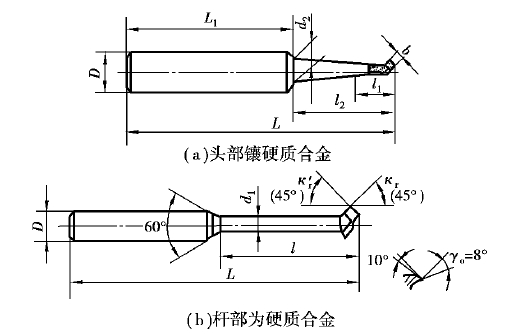
图3.5 通孔杆式镗刀
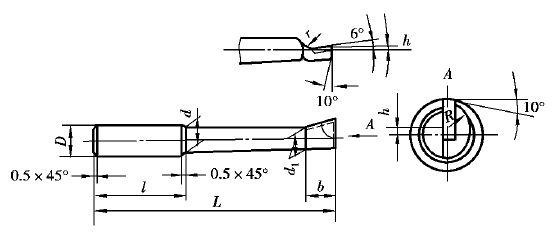
图3.6 不通孔杆式镗刀
3.镗刀的用途
根据镗床的功能,整体式镗刀可以镗削各类小孔、外圆、不通孔和台阶孔,利用万能刀架或平旋盘滑座可以镗削大直径孔、端面及割槽等;单刃镗刀的用途更为广泛,可以用来加工全部箱体孔系,特别是同轴孔系加工,可以用来镗削通孔,台阶孔和刮削端面等;固定式镗刀块主要用于成批生产中孔的粗加工镗削,其加工性能好,生产效率高;浮动式镗刀块适用于孔的精加工镗削,能获得良好的形状精度和较高的表面质量。除此以外,利用其他辅具,镗刀还可以加工内外圆锥,螺纹、内外球面等。
4.镗刀的刃磨
单刃镗刀是镗削加工中使用最多的一种镗刀。因此,现以单刃镗刀的刃磨为例来介绍镗刀的刃磨。
(1)砂轮机的选择 单刃镗刀的切削部分一般都是硬质合金材料,因此,可以选用粒度为60~80号,硬度为中等的绿色碳化硅砂轮。
(2)刃磨方法 单刃镗刀主要是通过刃磨前刀面、主后刀面、副后刀面及刀尖圆弧来达到它的七角二刃一尖的形成。其刃磨方法如下:
1)刃磨主后刀面 通过刃磨镗刀的主后刀面,以获得所需要的主偏角和主后角。刃磨时,一般以右手捏切削部分,左手握刀柄,切削部分略高于镗刀尾部,并且使刀体按主后角与主偏角的角度位置,自砂轮上方慢慢地接触砂轮,磨削时,镗刀沿轮缘直线做左右移动,刃磨过程中应不断测量磨削的角度值,如图3.7所示。
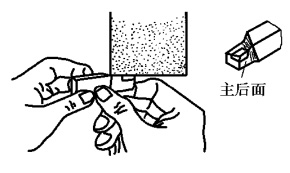
图3.7 刃磨主后面
2)刃磨副后刀面 刃磨副后刀面是为了获得所需的副后角和副偏角。刃磨时,操作者站立在砂轮的右斜方,左手捏住刀柄,右手握住切削部分,其他与刃磨主后刀面相同,如图3.8所示。
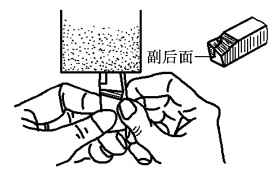
图3.8 刃磨副后面
3)刃磨前刀面 通过刃磨前刀面是为了获得所需要的前角和韧倾角。刃磨时,左手捏切削部分,右手握刀柄,刀身保持水平,使整个刀柄下半部向砂轮中心方向倾斜,接近砂轮进行刃磨。
4)刃磨刀尖圆角 刃磨时,右手捏切削部分,左手握刀杆,使刀尖正对砂轮圆周面,刀柄尾部略低于切削部分,刀具由下而上轻微接触砂轮,左右摆动,磨出刀尖圆角。
5)研磨 常用油石研磨,经砂轮刃磨后的镗刀各刀面有不平整痕迹,研磨后可使痕迹消除,改善表面粗糙度和提高刀具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












