



11.关于日本的大米加工技术
一、概 述
亚洲大米栽培的品种有三个类型,即长粒型Indica(印度型)、中粒型Javanica(爪哇型)和短粒型Japanica(日本型)。日本水稻品种为短粒黏性米。1995年栽培面积187万公顷,其中插秧面积占99%,占日本总耕地面积的40%,水稻产量约1100万吨,大米(糙米)总产量接近960万吨,精米660万吨。
大米在日本人生活中占有重要地位,是最稳定的食物之一,人均每年消费量达66.2公斤,每天摄入的大米能量占总能量的26%。同时,每年约消耗133.9万吨精米用于深加工,重要产品有:(1)制酒消耗72万吨,其中米酒用量54万吨,啤酒11万吨,其它6万吨;(2)米糕饼(主要出口)年生产量22万吨,约有1000个规模不同的企业生产;(3)米粉产量10万吨,约有300个企业生产;(4)包装粘米糕年产量4万吨,约有34个企业生产;(5)米—豆点心年产量58万吨,约有1600个企业生产;(6)方便米饭(速冻)年产量18.3万吨,约有160个企业生产。
二、大米加工技术
广义的大米加工是由水稻脱壳到精米产品(包括前处理和后处理)的综合加工过程。在日本,农业合作组织体系十分健全,水稻收获后,农户直接送到本区的农协组织,农协及时检测、定级,并按质定价收购。而后,烘干并加工成糙米储存,再统一销售。所以,日本大米加工的概念则是从糙米开始到精米的全过程。作为原料的糙米,其结构成分以由外向里依次为:表皮层占1%~2%,糊粉层占4%~6%,胚芽占2%~3%,胚乳(碳水化合物)占89%~94%。精米加工实际上就是去掉表皮层和糊粉层及胚芽(统称为糠,占8%~9%)而保留胚乳的过程。
(一)加工机械
日本的大米加工始于1897年从美国引进的第一台Engelbert电动大米抛光机,该样机修改后被广泛应用。这种水平冲撞式精米机一直沿用至今。另一种是摩擦式机型,在早期,由于摩擦轮烧结技术不过关,未能投入使用,到Taisho年代(1912~1925年),这一技术难题解决后,该机才得以使用。
1961年,气流冲撞式和摩擦式优点相结合的康派司大米抛光机问世,揭开了大规模精米加工的序幕,后经改进得到广泛使用。1985年后,许多公司开发了先进的精米机新机型,并迅速而成功地进入市场。
(二)加工工艺
纵观日本各大公司制造的精米加工设备与建成的大米加工厂,其工艺流程基本相近,大体为1原料糙米→2输送设备→3糙米精选设备→4原料计量机→5糙米容器设备→6去石、计量机→7精米机组→8精选机→9异物分选→10拔石、计量设施→11精米容量计量设施→12金属检出设备→13精米分选→14自动包装设备→15自动搬运设备。工作人员只在总控制室操作即可完成,加工出来的精米既洁白,又无碎米、着色米和任何杂物,是名副其实的免淘米。精米率一般达90%以上。
(三)关键技术
1.先进的设备制造技术
日本的大米加工机械和分析测试仪器制造技术是世界一流的,各工段和工序的管理与质量控制全部由计算机完成,自动化程度极高,强体力或环境较差的岗位由机器人作业。设备和仪器种类齐全、性能优良、操作简便。先进的机械设备是加工高质量产品的首要保证。
2.严格控制大米水分含量
研究结果表明,水分含量是影响大米质量的最重要因素之一。如水分含量低于13%,为过干燥米,大米的新鲜度和食味下降(表1、表2),加工时碎米率明显增高。所以,政府对大米水分含量做了规定,糙米含水量为16%,精米含水量为15%。为了确保大米水分含量和品质,各公司在制造加工机械时,都有水分自动调节装置。如稻谷烘干机、糙米机可将水分自动控制在16%。低温仓库(<15℃)贮存时,湿度也控制在相应的范围内。加工精米时,精米机仍有水分自动调节装置,保证精米水分含量达到15%。
表1 不同水分含量对大品质的影响(浸水龟裂)

注:水温20℃,浸泡20分
表2 不同水分含量对米饭质量的影响

3.无污染的全新包装
精米加工后立即进行自动压密包装,标准规格1~10公斤/袋。这种压密包装既保证了精米15%的水分含量和新鲜度,又不会造成二次污染。
三、质量检测与管理
日本对农产品和食品质量的检测和管理极为严格。农产品质量检测的目的是保护国家利益,包括生产者和消费者的利益,对改进产品质量进行指导,并促进公正、顺利的市场交易。过去,农产品检验是在较小区域内的质量协会和信用保护下由私人进行,这种检验不适宜大规模、跨地区的产品标准。随着竞争的加剧,为了维护检验的公正性,从1942年开始,政府实施检验管理。根据食品卫生行动,农林水产省确定了粮食化学残留物的标准与检验方法。1978年8月建立了26种农化和56种食品标准,考虑到农产品收获后的化学残留标准问题,1996年后,执行108种化学物质和130种农产品标准。
日本谷物检验协会是日本农林水产省、交通运输省和卫生福利省三省授权下的法定检验机构,中央总部在全国设有94个支所,负责全国农产品与食品质量检验和认证,其检验设备和手段也是非常先进的。由于大米是国民的稳定食物,它的交易对经济和社会具有重要意义,所以,对大米质量的检验也就格外重视。全国约有360个大米检验站,约10000个检验点,6000名检验人员,1名检验员负责1个农协。检验人员需3年以上时间的培训才能获取资格。
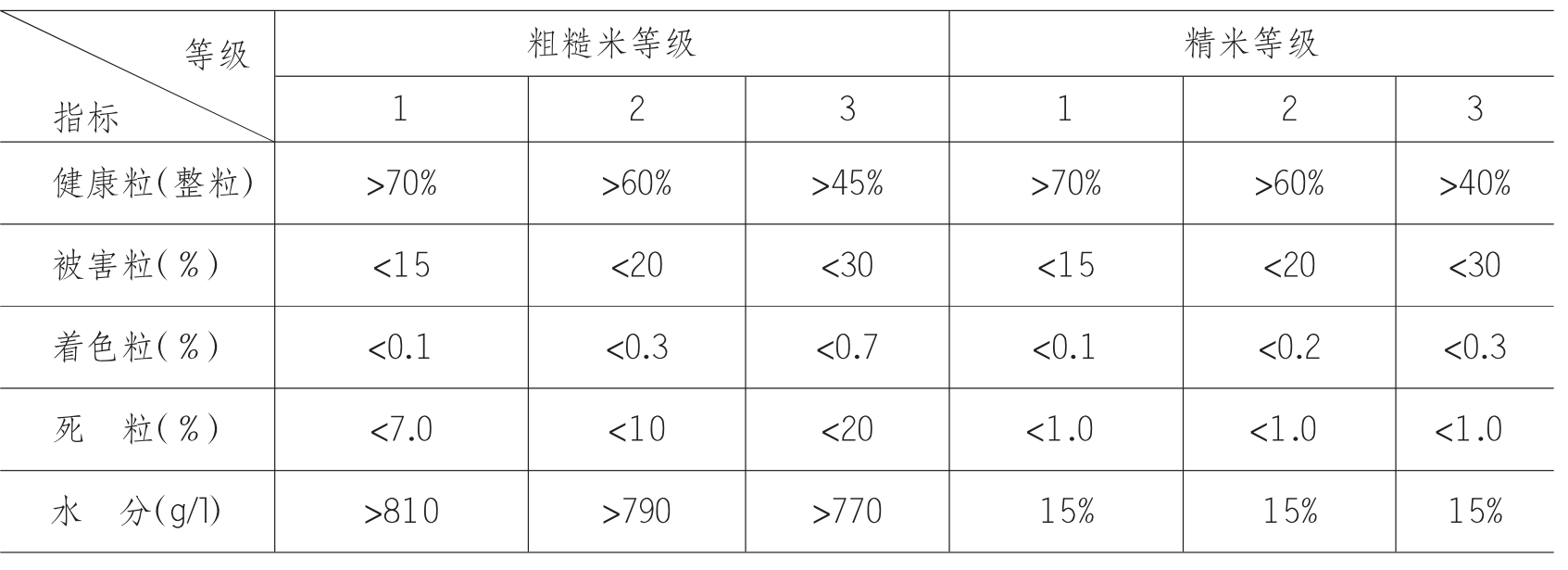
糙米作为原料,其品质直接影响加工精米的产量和质量。一般来说,影响精米加工产量的因素包括:糙米的千粒重、成熟度(成熟粒比重)、水分含量、米糠层厚度(8%~9%)、成熟硬度、粒均性、死粒与色粒比重(%)、胚芽大小及胚芽易剥离性;影响精米加工质量的因素包括白度、死粒、被害粒和着色粒混合比重(%)、粒均性、粉状粒、胚芽易剥离性、非米粒及杂质混入比重(%)。这些指标是平等大米等级的最基本依据(表3)。
表3 大米等级标准
通常用RN-500单粒检测器、RS-2000品质判定仪和GS-2000食味分析仪可测定上述指标。
四、对提高宁夏大米加工质量的建议
(一)差 距
上文展示了日本大米加工水平的基本轮廓。相比之下,我国的大米加工技术无论从概念、加工机械与工艺技术上,还是在研究的深度和广度以及标准的制定等方面还有很大差距,主要体现在:一是大米加工的概念和方式落后。提起大米加工,人们很自然地会想到,农户传统方式(滚筒式单机)进行加工、沿街叫卖的大米,没多少科技含量。事实上,消费者都能体会到其质量,对大米中所含石粒、糠、玻璃等杂物也习以为常。二是大米质量国家标准不科学,与国际标准不衔接。GB—1350—86中只有水稻标准,等级指标仅有出糙率(%)、水分(%)、杂质和色泽、气味(没有量化指标)4项,比较笼统,没有大米标准。三是研究深度不够,农、加脱节。客观地讲,我们对大米的加工、储运、品质及影响品质的诸多因素,如水分、温度、各环节的损失、新鲜度、食味、微生物的作用等,研究的系统性远不及日本。水稻品种选育者对大米加工品质不多考虑,而加工业同样很少向育种者提出加工品质要求。四是高性能、自动化加工机械和检测仪器开发能力和市场化进程缓慢,系统配套性差。
(二)建 议
我国是个农业大国,也是全球大米的主产国,大米年产量约13300万吨。宁夏大米年产量约45万~50万吨。因此,提高我国大米及农产品加工的整体水平和附加值,是大幅度增加种植业经济效益的有效途径。为此,建议从以下途径改进:(1)制定与国际标准相衔接的大米品质标准。建议有关部门参考相应的国际通用指标,结合我国和各地区的实际,制定新的国家和地区标准,用于指导大米加工和国内外贸易。(2)借鉴和应用国际先进的研究成果,加快高性能加工和检测设备的开发步伐。同时,更新大米与农产品加工及品质检验的观念和方式,必要时,可引进部分先进设备,促使我国大米及农产品加工向高水平、高层次发展,提高附加值。(3)努力提高包装水平。目前我国大米加工成套设备制造技术在短期内未有新突破的现实下,笔者认为:可通过改进加工后的包装水平加以弥补,如果采取密封小包装,就可以使大米水分含量保存较长时间,大米的新鲜度、食味和品质也就得以保存,品质得以改善。尤其是宁夏大米,品种类型与日本相同,为短粒黏性米,其品质和食味可与日本大米相媲美,关键是加工技术落后,只要改进加工技术,可成为我国最优质的大米。(4)农加结合、技术互补,把水稻品种选育与加工品质指标有机结合起来,选育优质、高产、易于加工的品种,保证大米加工后的优良品质。
〔《宁夏科技》1997(4):31-33〕
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











