



子任务二 绞手的制作
一、任务
绞手外形如图6.3所示。

图6.2 绞手
二、任务准备
设备:钳台、台虎钳、划线平板、台式钻床。
工具:300mm锉刀,200mm锉刀,150mm锉刀,150mm方锉,锯弓,锯条,φ3mm、φ5 mm、φ11mm钻头,M5、M6丝锥、小板杠等。
量具:游标卡尺、千分尺、直角尺、刀口尺、高度尺。
三、任务实施
(1)检查所有机加工来料尺寸,并加工固定、活动夹块的合件,达到要求。
(2)加工绞手壳体,将φ27mm外圆锉扁成18mm厚度,平行度误差在0.03mm之内。
(3)按图6.5划34mm×12mm长方体,并钻三只φ11mm排孔,锉去长方孔余量,然后用固定、活动夹块合件按要求锉配。达到配合间隙小于0.04mm,配合喇叭口小于0.08mm。
(4)在活动、固定夹块合件上按图6.4和6.6划线,然后将其锯开,锉配90°直角。达到装入壳体长方孔内配合间隙小于0.04mm的要求,且达到对称互换,并对活动夹块3.5mm处按图6.6锉90°直角。
(5)用丝锥重新回攻图6.5壳体上M10×1.5mm螺孔,并将固定、活动夹块夹紧。然后夹紧在三爪卡盘内找正,钻、铰活动夹块上的φ6mm连接孔至图样要求。
(6)装入图6.3固定手柄,钻铰好定位销孔,敲入φ3mm×12mm圆柱销。在图6.8活动手柄上钻铰φ6H9×12孔(要求与圆杆中心的同轴度为0.02mm)和钻攻M6mm左旋螺孔,然后与图6.7内等杆一起装入绞手壳体内作试旋,要求松紧均匀,然后与活动夹块一起钻铰φ3mm锥销孔并打入锥销。
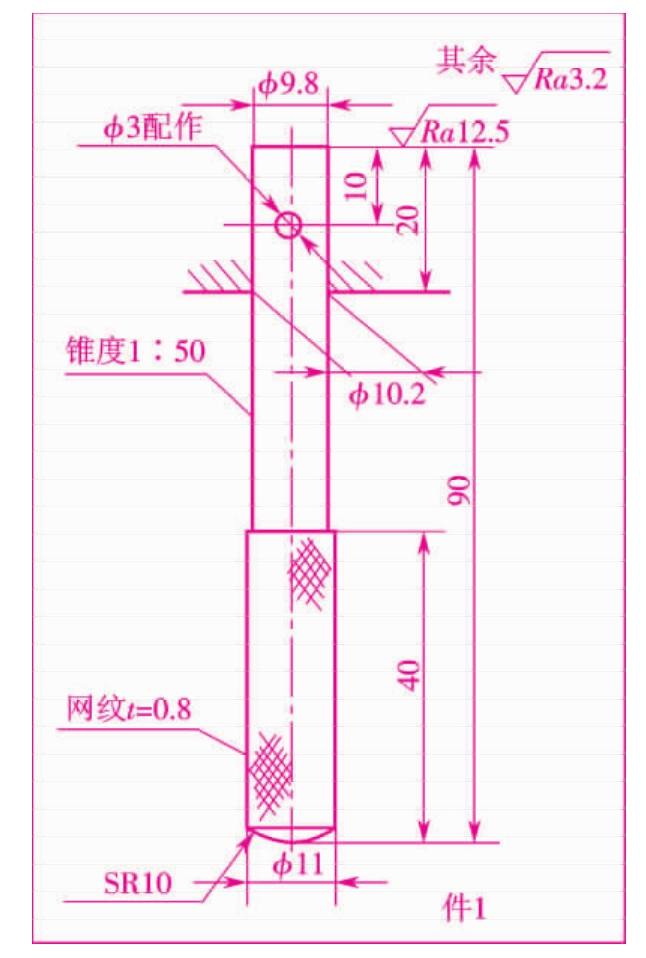
图6.3 固定手柄
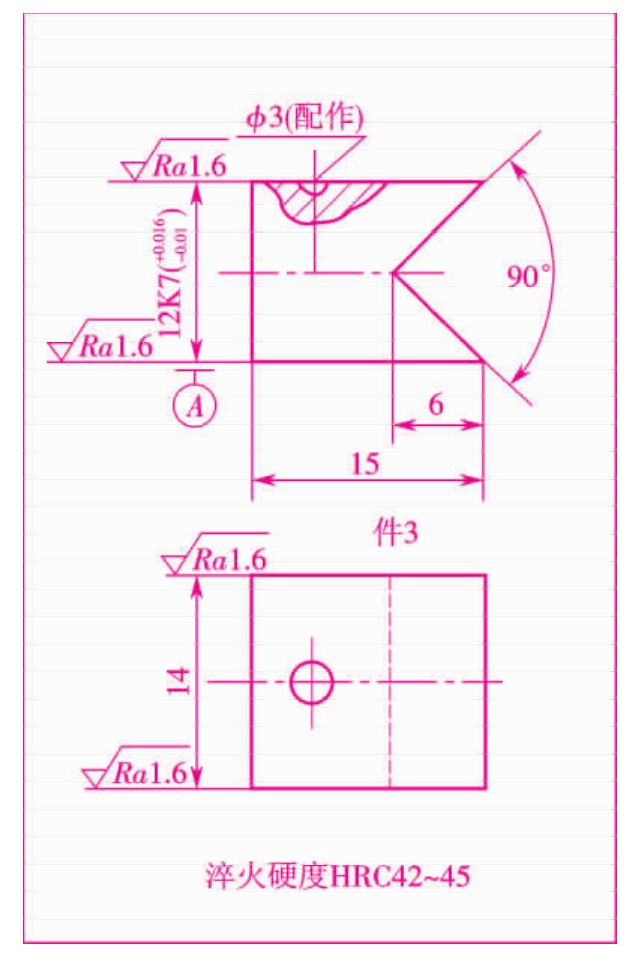
图6.4 固定夹块
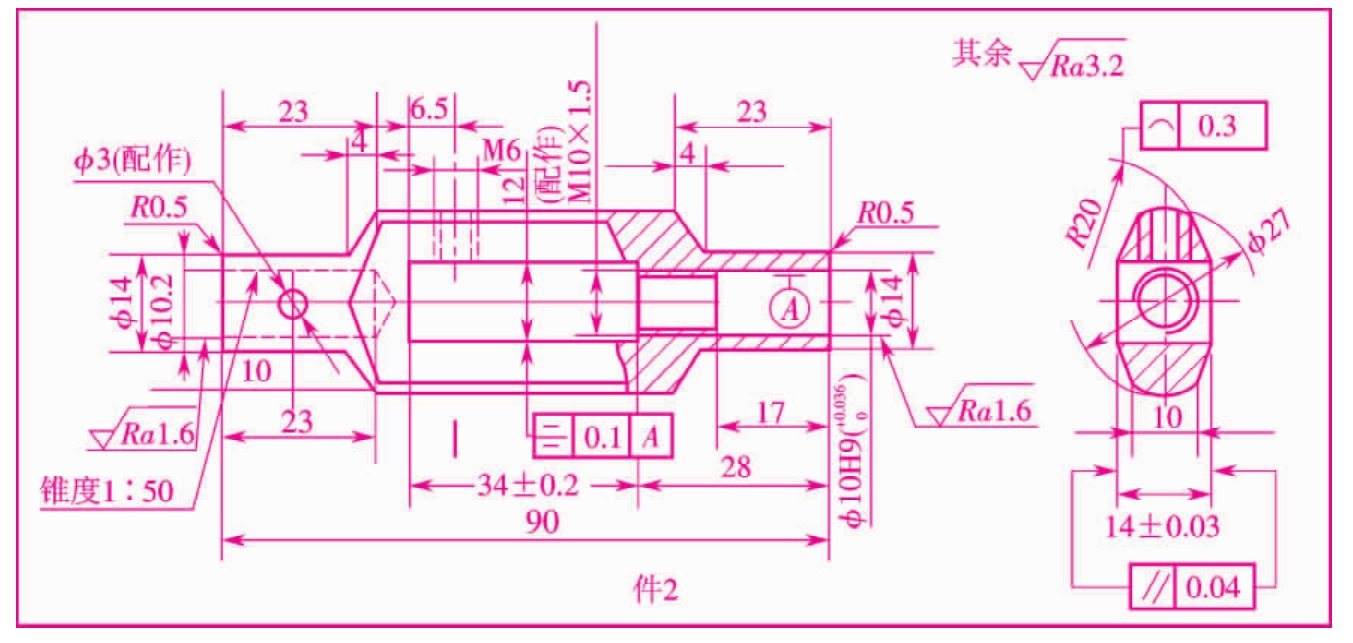
图6.5 壳体
(7)在壳体上按尺寸钻M6螺孔底孔φ5mm,后装入固定夹块,旋动活动手柄将活动夹块推紧固定夹块,使其贴合好,再用φ5mm钻头按要求锪出止动坑,拆出固定块,攻M6螺孔,修去毛刺,装入固定夹块,再旋紧M6止动螺钉。
(8)以绞手壳体两端φ14mm外圆为基准,划两面加工线,锉削后用纱布打光达到两平面尺寸14±0.03mm、平行度0.03mm、表面结构参数Ra≤1.6μm的要求。并要求两平面与φ14mm圆柱中心线的对称度误差小于0.1mm,最后用纱布打光,使其纹理方向与绞杠的长度方向一致。
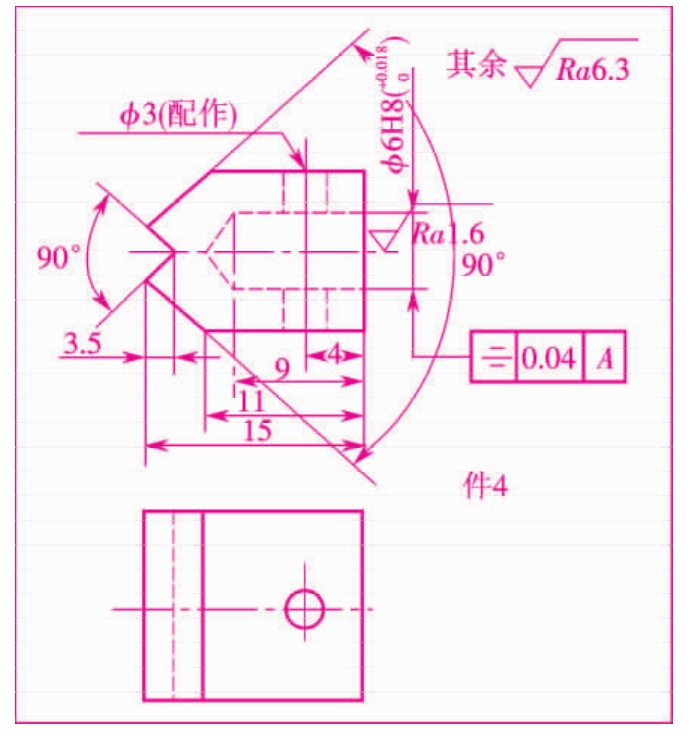
图6.6 活动夹块
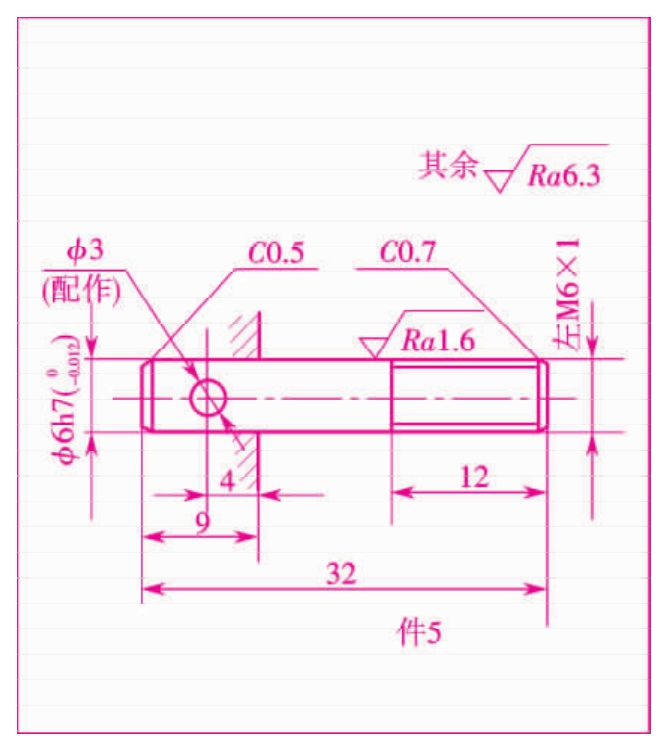
图6.7 内等杆
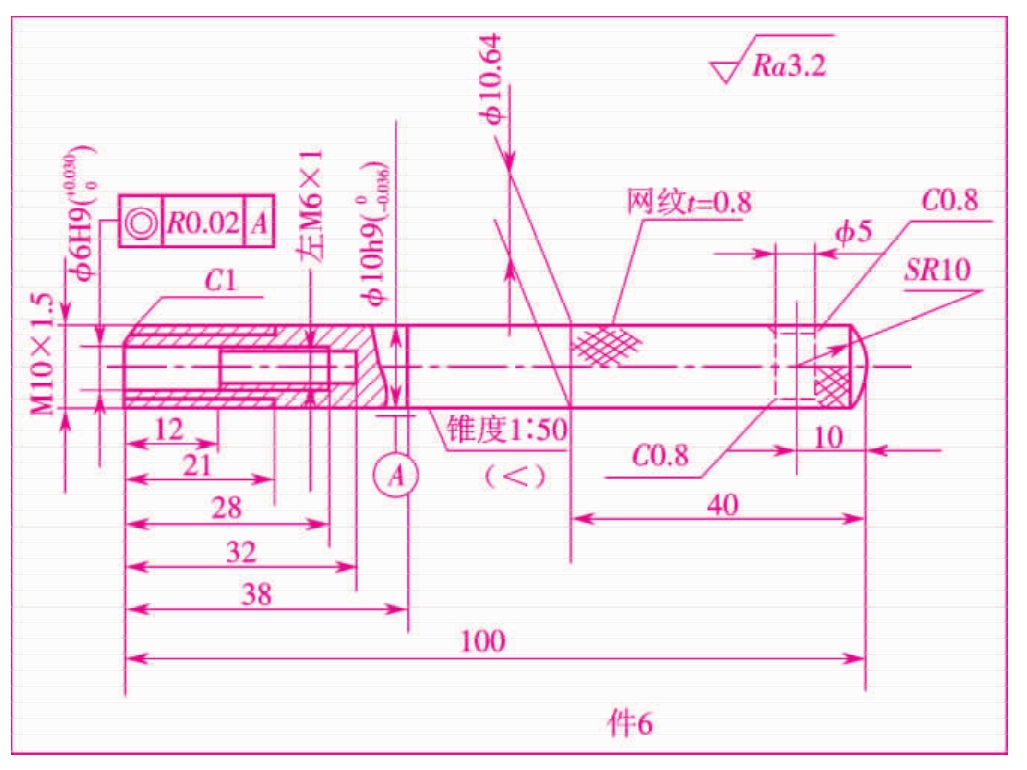
图6.8 活动手柄
(9)按图6.5划线,锉绞手壳体四面R20圆弧,并用纱布打光,表面结构参数Ra≤1.6μm。
(10)全部拆下,对壳体其他部分和手柄用纱布进行打光,清洗后复装,达到旋动灵活,松紧一致。最后作全部检查。
五、任务总结
重点提示
(1)用钻孔的方法去除内长方孔余量时,要注意装活动手柄处M10螺孔的工艺伸长部分,由于车工钻孔过深而造成交叉钻孔时,容易产生偏斜或使钻头卡住将工件飞出造成事故。
(2)在锉配长方孔时,要注意装夹,不使绞手壳体两端圆柱孔夹扁,并注意与两端面的垂直度。
(3)锪固定夹块上止动坑的钻头,其顶角应稍小于90°。同时,止动坑不能锪出阶台,这样在旋紧止动螺钉后能使锥端大头贴合,保证顶紧。
(4)攻活动手柄M6左旋螺孔时,必须保持同φ6mm孔同轴。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









