



【摘要】:此工件毛坯为圆饼形,材料为45#钢。要求完成粗加工与精加工,工件精度要求一般。做粗加工时用刀具由外向内进行切削,选择直径为φ32 mm的立铣刀,考虑到刀具的切削负荷,每刀切削侧向步距取19 mm;分层切削,每层切削深度为5 mm。二次开粗选择φ12 mm的立铣刀进行加工。表6-1所列为各工步的加工内容、加工方式、刀具以及转速、进给参数。图6-2所示为经过每一加工工序后的工件形状。
第一节 工件分析与工艺规划
1.工件简介
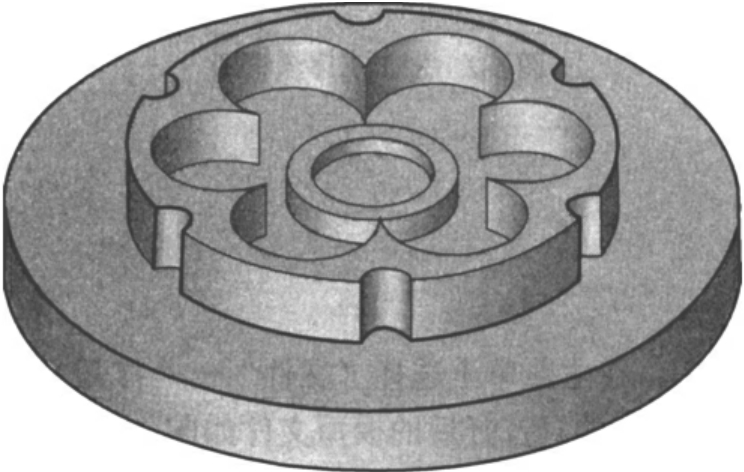
图6-1 花形凹槽凸模
图6-1所示为某花形凹槽凸模,其凸出部位为一个大圆形带有6个R10的凹槽,圆形内有六角形如花瓣的凹槽,凹槽内在中心附近有一个小台阶,而台阶上又有小的凹槽。此工件毛坯为圆饼形,材料为45#钢。要求完成粗加工与精加工,工件精度要求一般。
2.工件安装
以底面固定安装在机床上。
3.工步安排
由于该零件的大圆上带有凹槽,所以如果使用较小直径的刀具一次加工到位,将影响加工速度,所以先用直径较大的刀具进行粗加工,再用较小直径的刀具进行二次开粗加工。做粗加工时用刀具由外向内进行切削,选择直径为φ32 mm的立铣刀,考虑到刀具的切削负荷,每刀切削侧向步距取19 mm;分层切削,每层切削深度为5 mm。二次开粗选择φ12 mm的立铣刀进行加工。
表6-1所列为各工步的加工内容、加工方式、刀具以及转速、进给参数。图6-2所示为经过每一加工工序后的工件形状。
表6-1 两个工步的情况

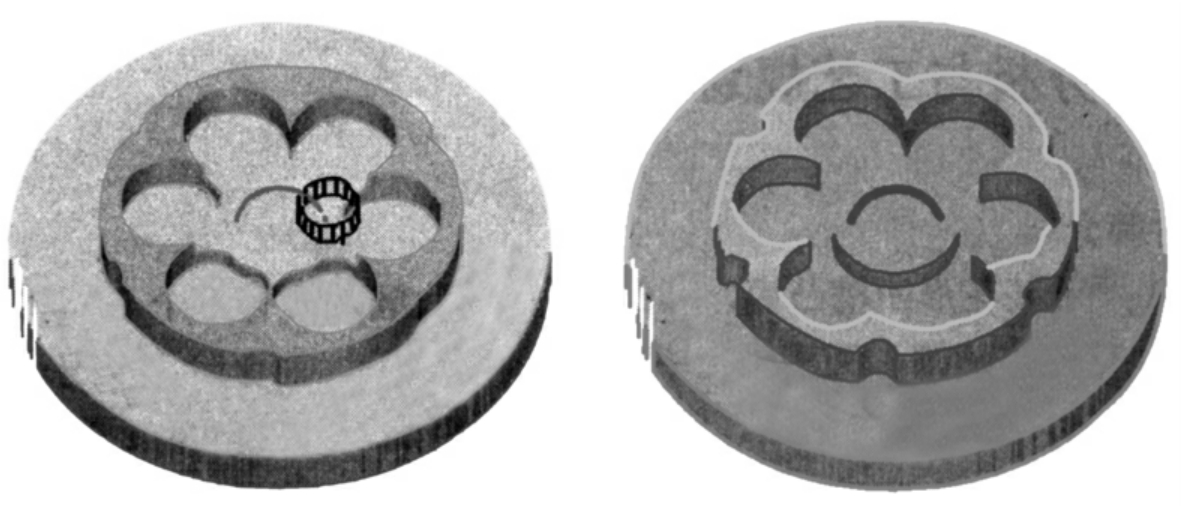
图6-2 两个工序后的工件形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











