



2.4.4 模具零件的数控车削加工程序编制实例
1.模件芯轴的数控车削加工程序的编制
【实例2-4】模件芯轴的数控车削加工程序设计。
如图2-103所示的型芯轴采用Φ45圆钢棒料进行车削加工,其数控车削加工程序的编制设计如下:

图2-103 芯轴车削综合练习图样1
模具芯轴的数控加工程序设计包括零件工艺分析、数控加工工艺过程设计、数控加工工序设计和数控加工程序的编写四个过程。
(1)模具芯轴的零件工艺分析
如图2-98所示工件的主要结构包括Φ42圆柱、Φ32圆锥、3×2空刀槽和M24×1.5螺纹四个主要部分,其中工艺难度主要有Φ32圆锥和M24×1.5螺纹两个部位,整个零件的各部分加工精度要求并不太高,主要是Φ32锥度比较难控制,另外,R5的圆角过渡也不易在普通车床上合格地加工出,所以采用数控车床来加工。1∶5锥度和M24×1.5螺纹在数控车床上加工还是很容易控制的。
(2)芯轴车削加工工艺过程设计
本工件采用简易前置刀架数控车床进行加工。
工件的数控车削加工分为以下5个主要加工步骤:
第一步:外圆的粗车,采用01号外圆粗车刀;
第二步:精车外圆,采用02号外圆精车刀;
第三步:挖槽,采用03号3mm切断刀;
第四步:螺纹车削,采用04号螺纹精车刀;
第五步:切断,采用03号切断刀。
以上5个车削步骤集中在数控车床上一次安装完成。
(3)数控车削加工工序、工步设计
① 外圆的粗切工序设计:在外圆切削中,最小直径为Φ24mm,主要走刀发生在纵向方向上,这里可以采用外圆粗切循环切削来自动进行粗切加工,为减少程序编制工作量,这里采用G71、G70粗、精切复合循环。粗切刀负责外圆Φ24、圆锥Φ32、R5 过渡圆弧、Φ42mm圆柱等部位的粗切加工。
G71粗切循环时的工艺参数如下:粗切背吃刀量每次为2.5mm,让刀回退量为0.5mm,进给量F取0.20mm/r,主轴转速S取800r/min。
② 精切G70工艺参数:精切余量两个方向均取0.5mm,主轴转速S取1200r/min,进给量F可取0.05mm/r。
为了落实精切刀尖的走刀路线,需要求出Φ32圆锥小端的直径d,小端直径d可根据锥度C公式来计算。
由于锥度为:
![]()
式中,C:圆锥的锥度;D:圆锥大径;d:圆锥小径;L:圆锥长度。
故有:
![]()
③ 3×2退刀槽加工:采用宽度3mm的切断刀进行加工,主轴转速S取1000r/min,进给量0.10mm/r。
④ M24×1.5螺纹切削:采用G92螺纹切削循环来加工,循环参数设定如下:
主轴转速:600r/min;
螺纹切入长度4mm;
螺纹导程F:1.5mm;
螺纹牙深:0.649×1.5=0.974 mm;
切削次数:分4次切削,每次的切深及背吃刀量(直径量)分别为:
第一刀切深0.4,直径量0.8;
第二刀切深0.3,直径量0.6;
第三刀切深0.2,直径量0.4;
第四刀切深0.075,直径量0.15。
⑤ 数控车削循环工艺参数卡如表2-4所示。
表2-4 数控车削加工工序卡

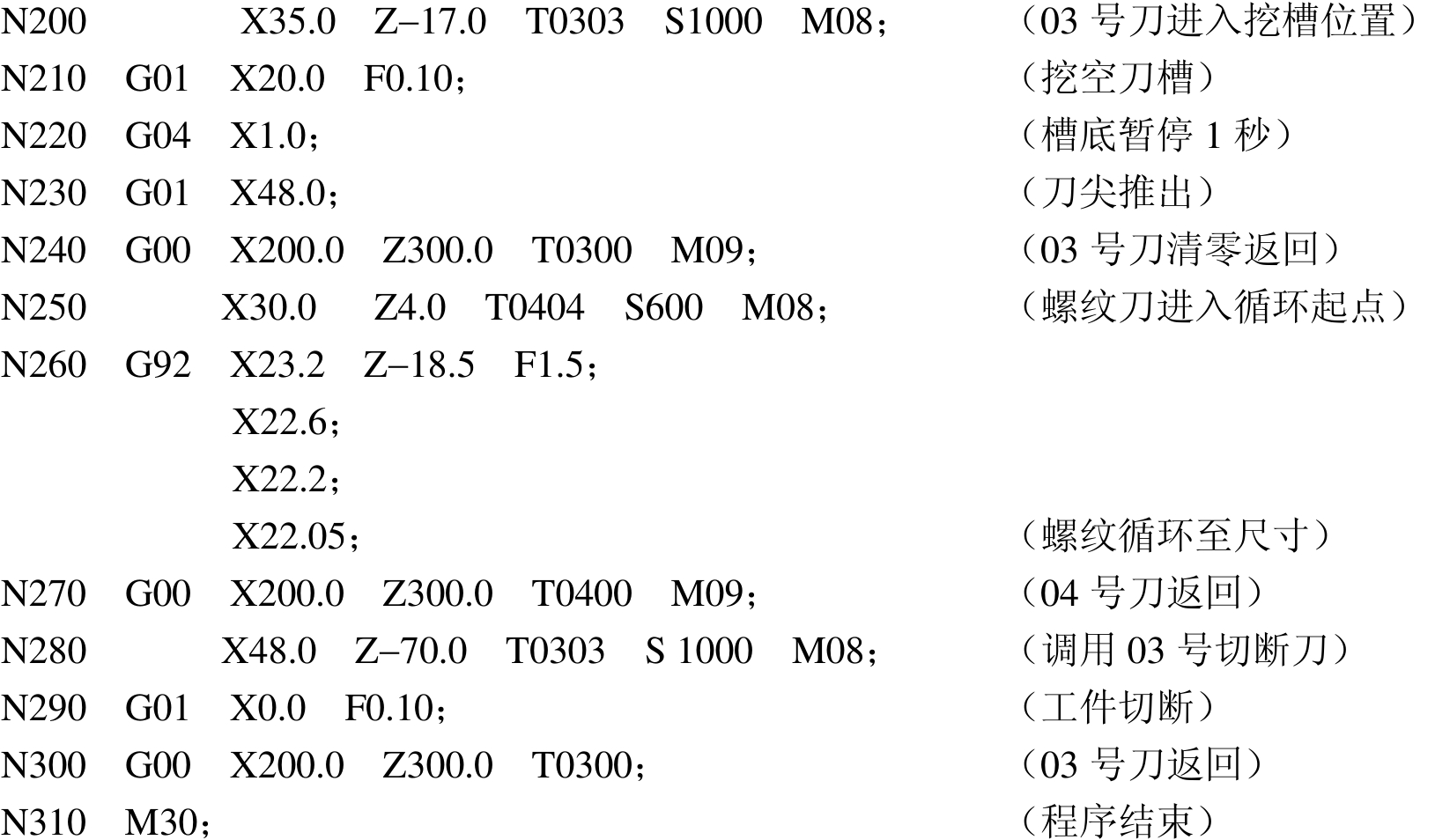
(4)数控车削加工程序

2.典型轴类零件的数控加工程序编制
【实例2-5】典型零件的数控车削加工程序设计。
如图2-104所示为典型轴类零件,其数控车削加工程序编制过程如下:

图2-104 数控车削加工典型轴类零件
(1)零件数控车削加工工艺分析
零件结构由圆柱、圆锥、球面、空刀槽、螺纹等所组成,工艺要点主要是两处圆弧球面和M20×2螺纹。为此选择在数控车床上进行加工,可以满足加工精度的要求。
(2)数控车削加工工艺过程设计
本工件的加工采用一次装夹,完成工件的全部车削加工,以简化工艺,并保证各部结构的同轴度公差要求。
整个工件的车削加工经过外圆粗切、外圆精切、挖空刀、螺纹车削四个主要的加工步骤,分别采用四把刀具。
外圆的粗切和精切采用复合循环车削加工,几处C1倒角均在精加工中一次切出。
如图2-104所示,本工件采用全功能型后置刀架数控车床进行加工。
工件的数控车削加工分为以下5个主要加工步骤:
第一步:外圆的粗车,采用01号外圆粗车刀;
第二步:精车外圆,采用02号外圆精车刀;
第三步:挖槽,采用03号3mm切断刀;
第四步:螺纹车削,采用04号螺纹精车刀;
第五步:切断,采用03号切断刀。
以上5个车削步骤集中在数控车床上一次安装完成。
(3)数控车削加工工序、工步设计
① 外圆的粗切工序设计 外圆的加工采用G71、G70粗、精切复合循环来自动进行粗切加工,粗切刀负责除了空刀、螺纹和C1倒角以外的所有结构的粗切加工。
G71粗切循环时的工艺参数如下:粗切背吃刀量每次为2.5mm,让刀回退量为0.5mm,进给量F取0.20mm/r,主轴转速S取1000r/min。
② 精切G70工艺参数 精切余量两个方向均取0.5mm,主轴转速S取1200r/min,进给量F可取0.05mm/r。
整个精切走刀路线编程条件满足要求,可以根据图样尺寸直接描述出工件的精加工轮廓。
③ 3×2退刀槽加工 空刀槽采用宽度3mm的切断刀进行加工,主轴转速S取1500r/min,进给量0.10mm/r。
④ M20×2螺纹切削 采用G92螺纹切削循环来加工,循环参数设定如下:
主轴转速:600r/min;
螺纹切入长度:4mm;
螺纹导程:2mm;
螺纹牙深:0.649×2=1.299 mm;
切削次数:分5次切削;
每次的切深及背吃刀量(直径量)分别为:
第一刀切深0.45,直径量0.9;
第二刀切深0.3,直径量0.6;
第三刀切深0.3,直径量0.6;
第四刀切深0.2,直径量0.4;
第五刀切深0.05,直径量0.10。
⑤ 数控车削循环工艺参数卡如表2-5所示。
表2-5 数控车削加工工序卡

(4)数控车削加工程序


3.套类零件加工程序编制
【实例2-6】典型套类零件的数控车削加工程序设计。
如图2-105所示为典型套类零件,材料采用φ50棒料,45钢。其数控车削加工程序的编制过程如下:
(1)零件数控车削加工工艺分析
零件的工艺结构为复杂曲面薄壁套类,零件几何形状结构由外球面、内圆锥面、内圆空刀、精密内孔等所组成,工艺要点主要是R40的外球面、1∶5内圆锥和φ30内孔。为此选择在数控车床上进行加工,比较容易满足加工精度的要求。
考虑到工件左边的R5外圆弧普通外圆车刀难以对其加工,所以,采用30°尖角右偏车刀对R5圆弧和左侧的C2倒角进行加工。
(2)数控车削加工工艺过程设计
本工件的加工采用一次装夹,完成工件的全部车削加工,以保证各部结构的同轴度公差要求。
整个工件的车削加工经过外圆及R40球面的粗切;外圆及球面精切;R5圆弧Φ35外圆柱和C2倒角的粗切;钻内孔;内孔圆锥和圆柱的粗切、精切复合循环;挖内空刀槽;最后切断共8个主要的加工步骤,分别采用了8把刀具。
工件的外圆和球面的加工余量不大,分别采用粗切刀和精切刀加工;内孔的镗削余量较大,在用φ20麻花钻打孔后,采用G71粗切和G70精切复合循环;最后挖空刀槽和切断。
如图2-105所示,本工件采用全功能型后置刀架数控车床进行加工。

图2-105 球面锥套的数控车削加工编程图样3
(3)数控车削加工工序、工步设计
① 外圆及球面的粗切加工 外圆和球面的粗切加工采用01号外圆车刀,分别加工前端面、C2倒角、φ46外圆柱、R40球面。
外圆粗切工艺参数如下:粗切采用一次走刀,各个部位的切深都不大,进给量F取0.20mm/r,主轴转速S取600r/min。
② 外圆精切工艺参数 外圆的精切采用02号精切刀;精切余量取1mm,主轴转速S 取1000r/min,进给量F可取0.05mm/r。
整个精切走刀路线编程条件满足要求,可以根据图样尺寸直接描述出工件的精加工轮廓。
③ 换30°尖角右偏刀切R5左圆弧 利用03号30°尖刀加工左侧的φ45外圆柱、R5过渡圆弧、Φ35外圆柱和C2倒角。
03号刀的工艺参数如下:粗切进给量F取0.20mm/r,主轴转速S取600r/min。精切F 取0.05mm/r,主轴转速S取1000r/min。
④ 钻孔 用04号刀具φ20mm麻花钻打孔,主轴转速S取1200r/min,进给量F取0.20mm/r。
⑤ G71粗切循环 G71粗切循环采用05号内孔粗镗刀,加工φ38锥孔和φ30内圆柱孔。工艺参数为:每次背吃刀量2.5mm,后退让刀量0.5mm,主轴转速S:800r/min,进给量F:0.20mm/r。
⑥ 内孔精切G70 内孔的精切G70采用06号精镗刀具。其工艺参数如下:精切余量两个方向均取0.5mm,主轴转速S取1000r/min,进给量F可取0.05mm/r。
考虑到精镗刀在孔内的走刀路线中涉及1∶5锥度的锥孔与后面的Φ30圆柱孔间的路线转换,需要对移动路线中的节点b的位置进行计算确定。
由锥度公式(2-6)我们有如下关系:

所以,d点的Z坐标位置应该在−40.0mm处。
⑦ 挖φ33内空刀槽φ33内空槽刀采用07号内槽刀具加工,切削参数为:主轴转速S取800r/min,径向进给量0.10mm/r。
⑧ 切断工件 工件的最后切断采用08号切断刀,主轴转速1000r/min,进给量F取0.10mm/r。
⑨ 数控车削循环工艺参数卡如表2-6所示。
表2-6 球面锥套的数控车削加工工序卡

(4)数控车削加工程序



免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。












