



五、偏心工件的检测
1.在车床上检测偏心距
采用四爪单动卡盘和三爪自定心卡盘装夹的方法。车偏心工件时,在加工过程中或加工完毕(工件不必卸下,可直接在车床上检测偏心距,如图8-59所示,检测时,将百分表的测量头垂直于被测卡爪夹紧的外圆表面上,用手转动卡盘,百分表指示出的最大值与最小值之差的1/2即为偏心距e。
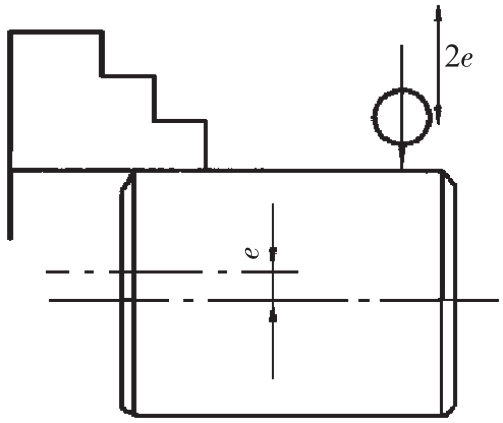
图8-59 在车床上检测偏心距
2.在两顶尖间检测偏心距
(1)两端有中心孔、偏心距较小,不易放在V形架上测量的偏心轴,可以在两顶尖间检测偏心距,如图8-60所示。检测时,将百分表测量杆触头与被测偏心外圆表面垂直接触,用手均匀、缓慢转动工件一周,百分表指示出的最大值与最小值之差的1/2即为偏心距e。
(2)将偏心套工件套在心轴上,再用两顶尖支撑,检测偏心套工件的偏心距e。
3.在V形架上检测偏心距
无中心孔或长度较短、偏心距e<5mm的偏心工件,可在V形架上检测偏心距,如图8-61所示。检测时,将工件基准圆柱置放在V形架上,使百分表测量杆触头与被测偏心外圆表面垂直接触,均匀缓慢转动工件一周,百分表指示最大值与最小值之差的1/2即为偏心距e。
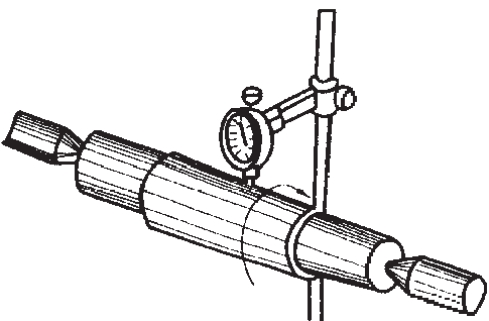
图8-60 在两顶尖间检测偏心距

图8-61 在V形架上检测偏心距
4.偏心距较大工件的检测
偏心距较大(e≥5mm)的偏心工件,受百分表测量范围的限制,不能用百分表直接检测其偏心距值,可用以下间接测量法检测。
(1)在两顶间间接测量偏心距。将偏心轴的基准中心孔支顶在两顶尖之间,缓慢转动工件,用百分表找出偏心圆柱的最低点,调整可调量规平面,使其与偏心圆柱最低点处于同一水平面(用百分表测定),然后固定,再转动偏心工件,找出偏心圆柱的最高点,并在可调量规平面上放置量块(组),用百分表测定,使量块的高度与偏心圆柱的最高点等高,则量块高度的1/2即为偏心距e。如图8-62所示。
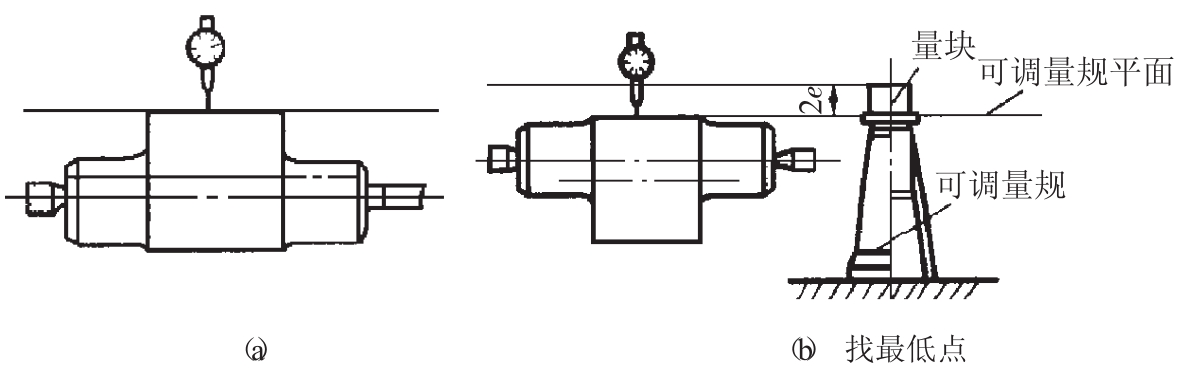
图8-62 用百分表找出偏心圆柱的最低点
(2)在V形架上间接测量偏心距。将V形架置于测量平板上,工件放在V形架中,转动工件,用百分表找出偏心圆柱的最高点,将工件固定,然后把可调量规平面调整到与偏心圆柱最高点等高,如图8-63所示,再按下式计算出偏心圆柱面到基准圆柱面之间的最小距离a。
式中:D——基准轴直径(mm);
d——偏心轴直径(mm);
a——基准轴外圆到偏心轴外圆之间的最小距离(mm);
e——工件偏心距(mm)。
用上述方法,必须把基准轴直径D和偏心轴直径d用千分尺测量出准确的实际值,否则计算时会产生误差。选择一组量块,组成尺寸a,将量块组置于可调量规平面上,水平移动百分表,分别测量基准圆柱面最高点(读数A)和量块组上表面(读数B),比较读数差值是否在偏心距误差允许范围内,以判定此偏心工件的偏心距是否满足要求。

图8-63 在V形架上间接测量偏心距
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。









