



三、用四爪单动卡盘装夹车偏心工件
对于数量少、偏心距小、长度较短、不便于两顶尖装夹或形状比较复杂的偏心工件,可以用四爪单动卡盘装夹车削。装夹工件时,必须根据坯件上已划好的线校正工件,使偏心圆柱的轴线与车床主轴轴线重合,并校正工件外圆侧素线与车床主轴轴线是否平行。
1.偏心工件的校正
(1)按划线校正。
①卡爪位置的调整。调整卡盘卡爪的位置,使其中两爪呈对称位置,另两爪呈不对称位置,其偏离主轴中心距离大致等于工件的偏心距。各对卡爪之间张开的距离稍大于工件装夹部位的直径,使工件偏心圆柱的轴线与车床主轴轴线基本重合,然后装上工件,如图8-47所示。
②校正侧素线。将划线盘置于中滑板(或床鞍)上面的适当位置,使划针尖端对准工件外圆侧素线,如图8-48所示,移动床鞍,检查侧素线是否水平,若侧素线不水平,可用木锤轻轻敲击进行校正。然后,将卡盘(工件)转动90°,用同样的方法对侧素线进行检查和校正。
③校正偏心圆。第一点,将划针尖端对准工件端面的偏心圆。转动卡盘,校正偏心圆,如图8-49所示;第二点,重复以上操作,直至使两条侧素线均呈水平(基准圆轴线与偏心圆轴线平行),使偏心圆轴线与车床主轴轴线重合为止;第三点,将四个卡盘成对均匀地拧紧一遍,并检查确认侧素线和偏心圆在紧固卡爪时没有位移。
由于存在划线误差和校正误差,按划线校正偏心工件位置的方法仅适用于加工精度要求不高的偏心工件。
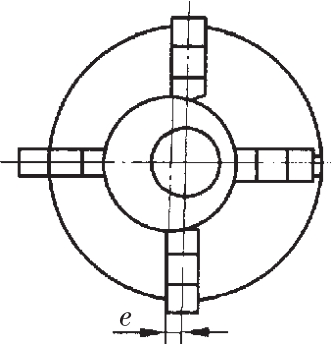
图8-47 卡爪位置的调整

图8-48 校正侧素线
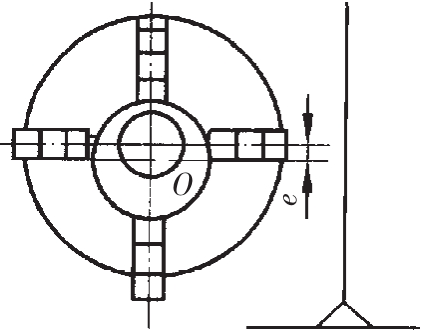
图8-49 校正偏心圆
(2)用百分表校正。
①先按划线初步校正工件。
②用百分表校正,使偏心圆轴线与车床主轴轴线重合,如图8-50所示。校正a点处(用卡爪调整),校正b点处(用木锤轻敲)。

图8-50 用百分表校正偏心圆
③移动床鞍,用百分表在a、b两点处交替测量,校正工件侧素线,使偏心工件两轴线平行,百分表在两端的读数差值,一般应控制在0.02mm以内(或根据零件精度要求)。
④将百分表测量杆垂直于基准轴(光轴),使触头接触外圆表面并压缩0.5~1mm,用手缓慢转动卡盘1周,校正偏心距。百分表在工件转过1周中,读数最大值与最小值之差的一半即为偏心距e。a、b两点处偏心距应基本一致,并在图样允许误差范围内。反复调整,直至达图样要求为止。
2.偏心工件的车削
如图8-51所示为偏心零件装夹尺寸,具体车削方法如下。
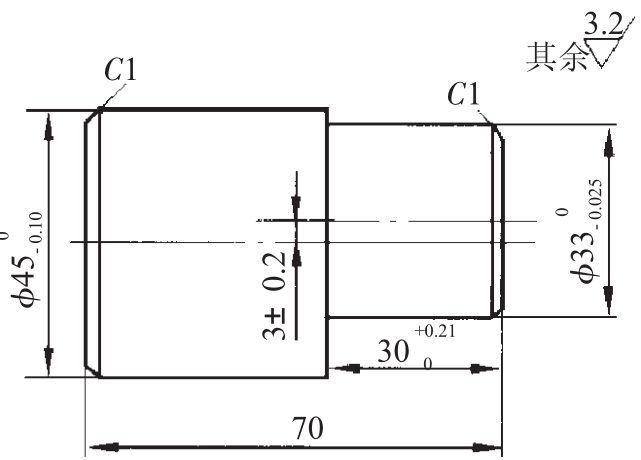
图8-51 零件图样示意

图8-52 装夹方式
(1)装夹。工件为光轴已划线件。
①用四爪单动卡盘夹持工件,长15~20mm,工件外圆垫厚度1mm左右的铜片。
②按划线校正工件,夹紧工件后移动尾座,用后顶尖靠近工件端面,检查顶尖是否对准偏心圆中心,如图8-52中A点所示,再根据实际情况校正后移去尾座。
③偏心距较小,加工精度要求较高的工件,应再用百分表精校工件,以确保偏心工件的加工精度。
(2)游标卡尺检测偏心距。
①用车刀刀尖在离工件端面30mm处刻线。
②粗车偏心圆柱面,留精车余量0.5mm。
③偏心距检查:用精度值为0.02mm的游标卡尺(或深度游标卡尺)检测两外圆间的最大距离和最小距离,如图8-53所示,其差值的一半即为偏心距e,即:

图8-53 用游标卡尺检测偏心距
(3)百分表检测偏心距。如图8-54所示,将百分表测量杆触头与工件基准外圆柱面接触,使卡盘缓慢转过一圈,百分表指示的最大值与最小值差的一半即为偏心距e。
通过检测,若偏心距误差较大时,可少量调整不对称位置的两卡爪,若偏心距误差不大时,则仅需继续夹紧某一个卡爪即可。
(4)精车。工件校正后,对偏心外圆柱面进行精车,以保证偏心距e和偏心外圆的精度。如图8-55所示。

图8-54 百分表检测偏心距
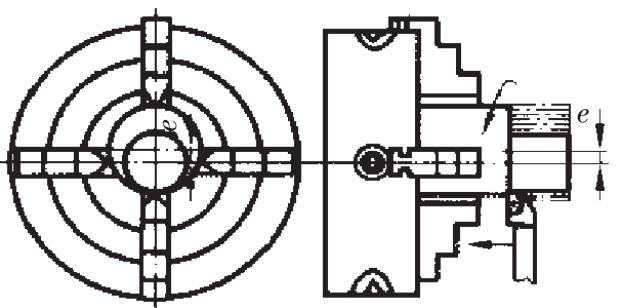
图8-55 偏心距e和偏心外圆的精度
(5)注意事项。粗车偏心圆柱面是在光轴的基础上进行的,切削余量极不均匀,且为断续切削,会产生一定的冲击和振动。因此,外圆车刀应采取负刃倾角;刚开始车削时,进给量和切削深度要小;启动车床前应使车刀远离工件,以免打刀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










