



二、细长轴的校直和装夹
1.校直
工件坯料在全长上的弯曲量超过0.1mm时应进行校直。坯料直径大时,应采用热校直;坯料直径较小时,可采用冷校直。
(1)冷压校直。工件两端用V形铁支承,弓弯凸面向上,用压力机加压校直。
(2)反击法校直。如图8-1所示,把工件的凹面向上,用弧面扁锤(扁锤圆弧R=D+(1.5~3)mm,弧深 ),从工件的弯曲中心向两侧渐进敲打,使该凹面伸长而校直。
),从工件的弯曲中心向两侧渐进敲打,使该凹面伸长而校直。
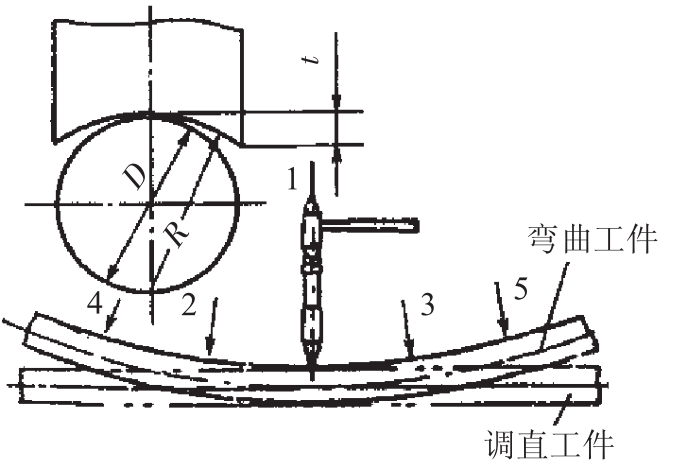
图8-1 反击法校直
(3)翘打校直。可在带有T形槽的平台上进行。如图8-2所示,校直时将工件凹面向上,用压板压住工件两端,然后用方杠把工件凹部翘起,并用铜锤敲打,使工件弹性变形成为塑性变形,从而得到校直。
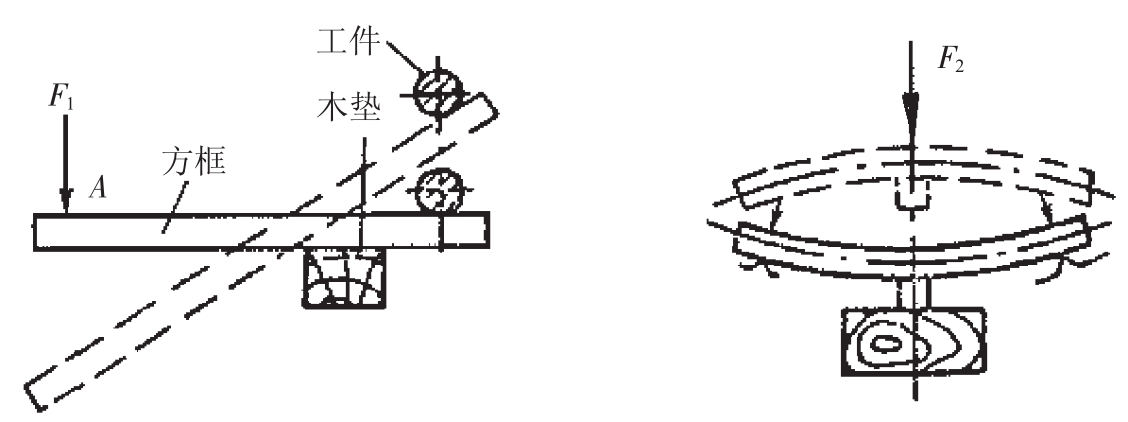
图8-2 翘打校直
(4)用矫直器校直。对弯曲度不大的工件,可在车床上使用图8-3所示的矫直器,用吊钩支承在凸处两侧,然后转动手柄,使V形铁压工件凸部而校直。
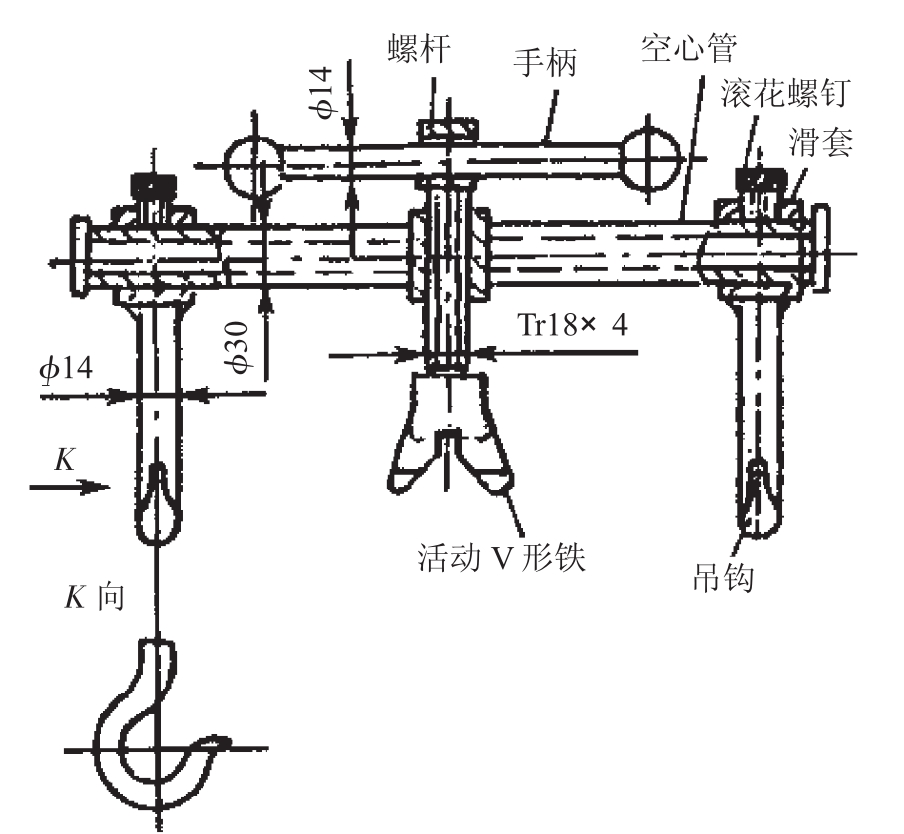
图8-3 矫直器校直
2.装夹
细长轴通常用一顶一夹或两顶尖装夹法,为了增加工件的刚性,常采用中心架、跟刀架或其他辅助支承。中心架分普通中心架和滚动轴承中心架,跟刀架分两爪跟刀架和三爪跟刀架。
(1)中心架。
①普通中心架。如图8-4(a)所示,其支承爪镶配在支承套筒中,工作时与工件相互摩擦,磨损后可以调换。支承爪一般选用耐磨性好,又不容易研伤工件的材料。通常用球墨铸铁、胶木、尼龙等材料。
②滚动轴承中心架。如图8-4(b)所示,其支承爪的前端装有滚动轴承,工作时与工件一起转动,可作高速切削,但同轴度误差较大,适用于粗车或车削精度一般的工件。

图8-4 中心架的形式
③中心架的使用。
a.用中心架直接支承在工件中间。当工件允许分段车削时,中心架可支承在工件中间,如图8-5所示。这样的支承,长度与直径之比减少了一半,增强了车削时的刚度。
b.用过渡套筒安装支承工件。如果因工件表面有键槽等无法直接支承,可采用过渡套筒解决。使用时将套筒套在工件安装中心架处,调整套筒两端的四个调节螺钉,将套筒固定在工件上,用百分表找正套筒的外圆轴线与主轴旋转中心重合,如图8-6(a)所示。然后在套筒中间的外圆上安装中心架,如图8-6(b)所示。

图8-5 中心架可支承在工件中间

图8-6 套筒安装中心架的形式
(2)跟刀架。
①两爪跟刀架。两爪跟刀架(图8-7)目前使用较多,制造简单,对一般细长轴的加工能够胜任。如果工件长度与直径之比较大时,由于工件本身的重力作用,在车削时容易引起振动,从而影响工件的加工质量。
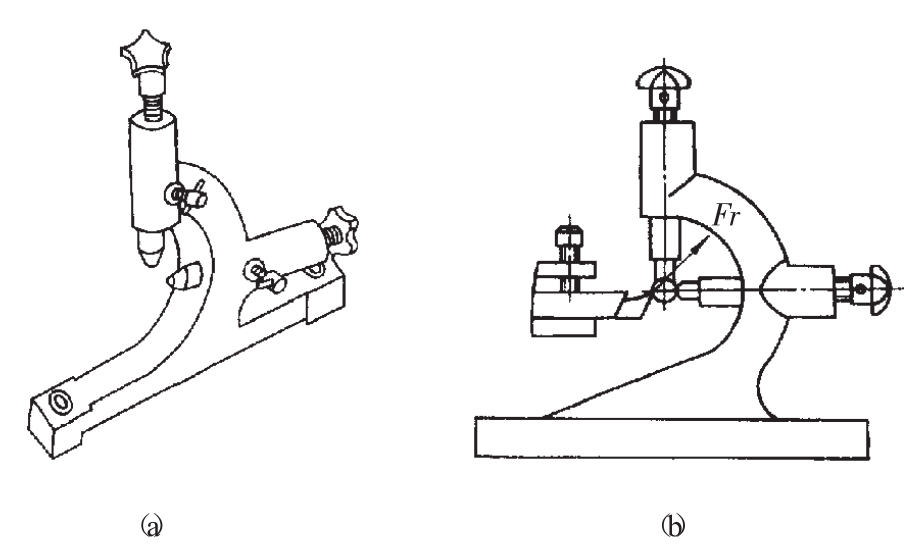
图8-7 两爪跟刀架的形式
②三爪跟刀架。采用三爪支承的跟刀架支承工件,车削时工件上下、前后都不能移动,稳定性好,不易振动,适用于加工精度高、长度与直径之比较大的工件。三爪跟刀架的结构如图8-8所示,使用时用捏手转动锥齿轮,经锥齿轮带动丝杆,使支承爪作向心或离心移动。

图8-8 三爪跟刀架的形式
③跟刀架的使用。使用跟刀架时,把跟刀架固定在床鞍上,与车刀一起作纵向移动。跟刀架的使用要求如下。
a.无论是两爪还是三爪跟刀架,其支承爪均应与工件表面保持良好的接触,支承面的圆弧应大于或等于工件圆弧面,如图8-9(a)所示,避免支承爪与工件表面呈不良接触状态,如图8-9(b)、图8-9(c)、图8-9(d)所示。
b.跟刀架卡爪的外圆与其相配合的孔,间隙应在0.02mm左右,间隙太大时,会造成车削不稳定。
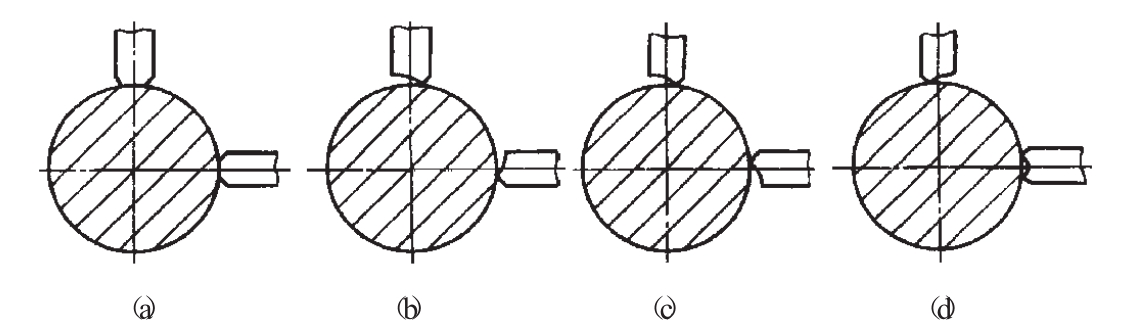
图8-9 避免支承爪与工件表面呈不良接触状态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










