



任务一 单一固定循环
一、教学目标
(1)掌握外圆加工单一固定循环G90指令。
(2)掌握端面加工单一固定循环G90指令。
二、实例任务
现有毛坯为Ø50mm×90mm的45#圆钢,如图3-1所示,试编写其数控车加工程序并进行加工。
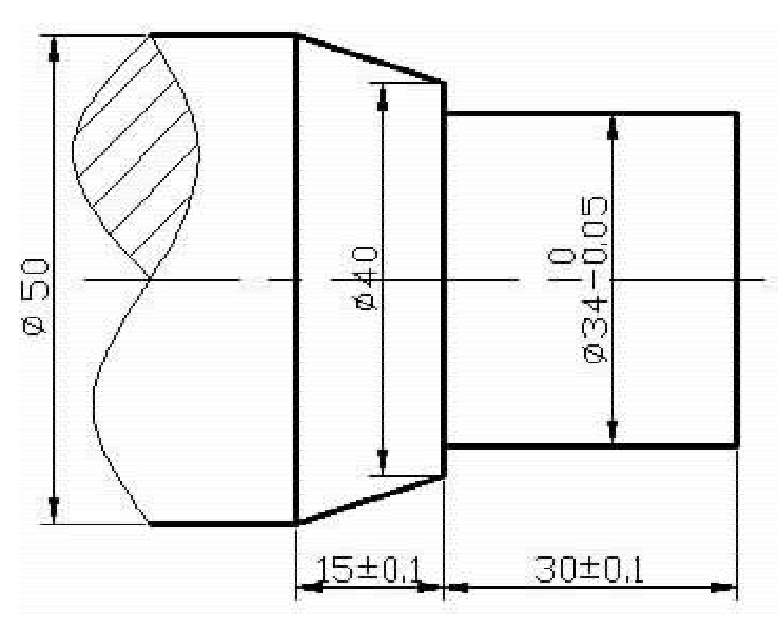
图3-1 零件图
本任务加工过程加工余量较多,若采用简单的指令编程,程序指令较长,易出现错误。而应用单一固定循环指令进行编程则能够简化编程。
三、操作实施
1.编制加工程序
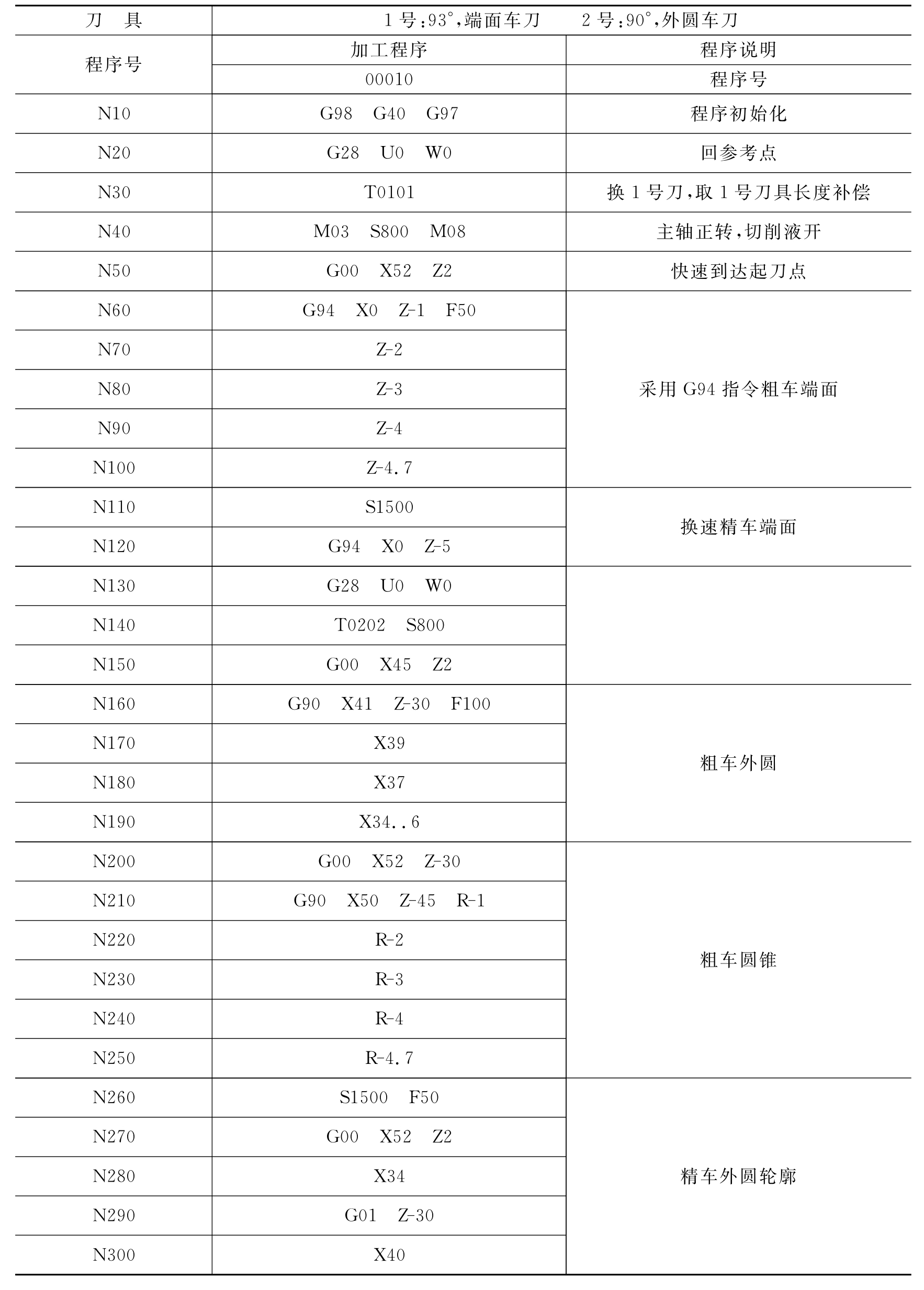
编制加工程序如表3-1所示:
表3-1 加工程序表
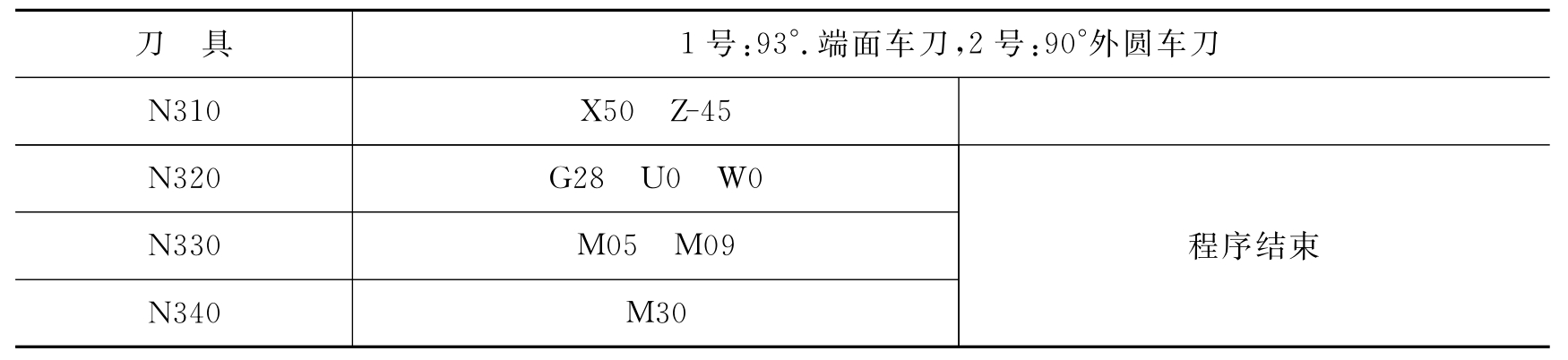
续 表
2.任务评价
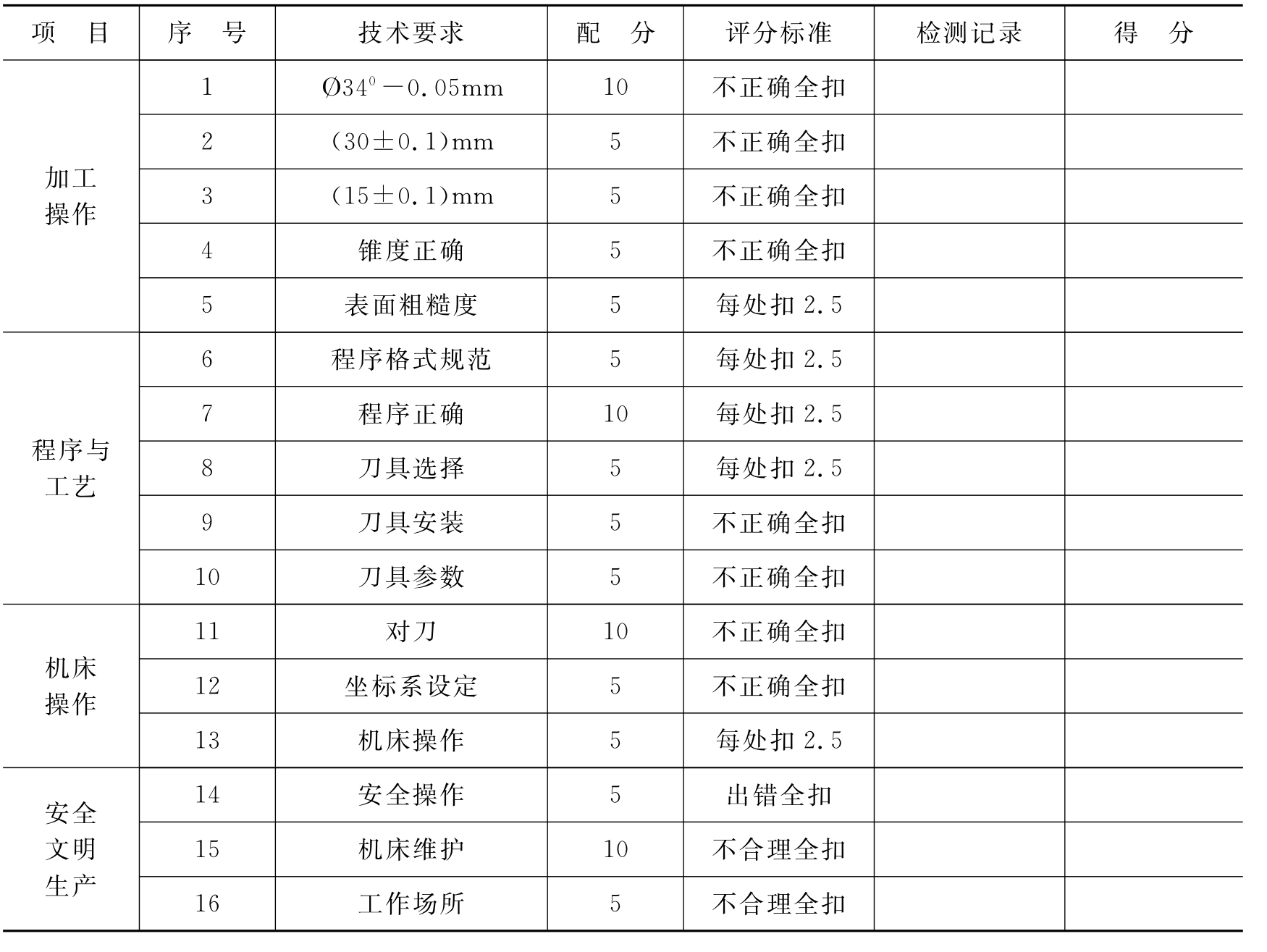
任务评价各内容如表3-2所示:
表3-2 任务配分表
四、新知链接
(一)单一固定循环
1.内径、外径车削循环指令G90(图3-2)
功能:适用于在零件的内、外圆柱面(圆锥面)上毛坯余量较大或直接从棒料车削零件时进行精车前的粗车,以去除大部分毛坯余量。
(1)直线车削循环。
格式:G90 X(U) Z(W) F。
其轨迹如图3-2所示,由4个步骤组成。
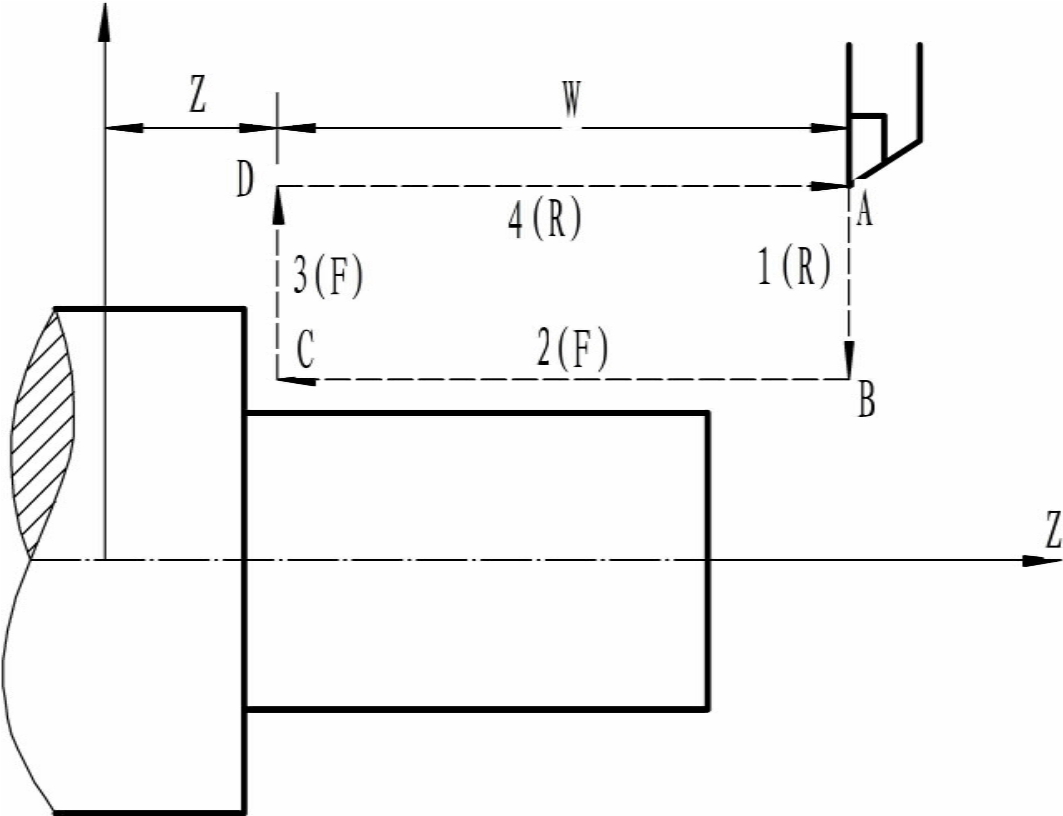
图3-2 内径、外径车削循环指令G90
(2)锥体车削循环。
格式:G90 X(U) Z(W) R F 。
其轨迹如图3-3所示,刀具从定位点A开始沿ABCDA的方向运动,图3-2中B点的X坐标比C点的X坐标小,所以R应取负值。
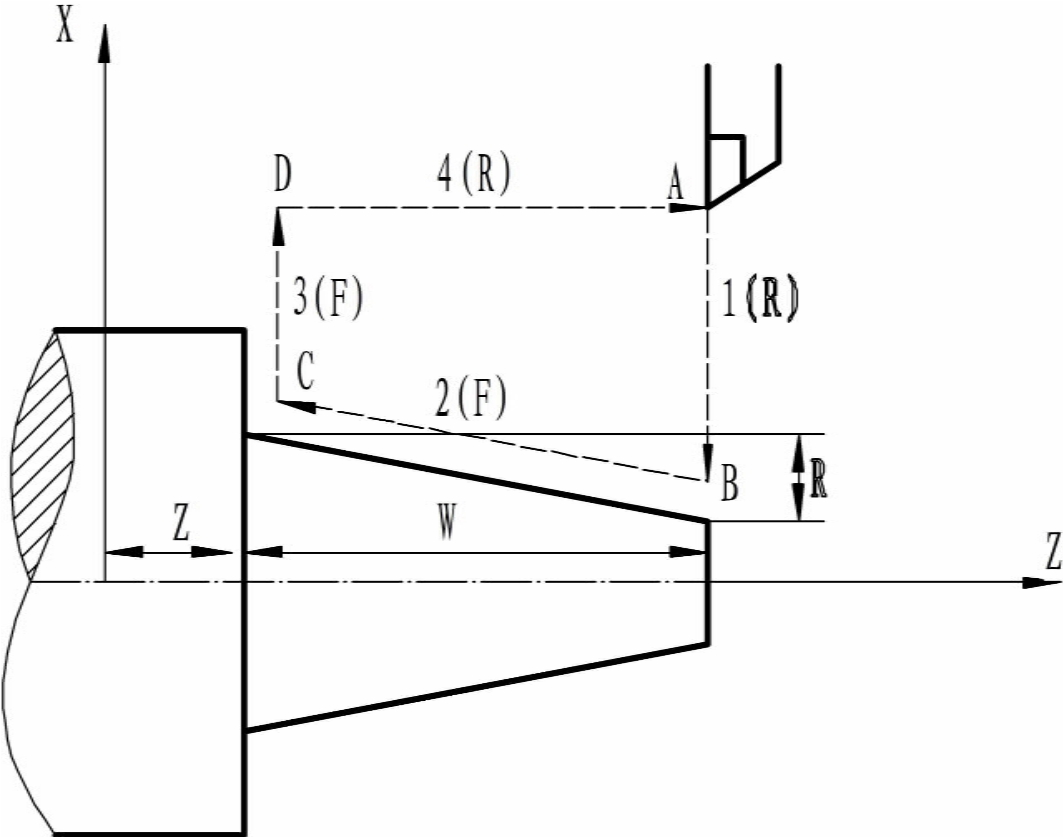
图3-3 锥体车削循环指令G90
2.端面车削循环
(1)端面车削循环。
格式:G94 X(U) Z(W) R F 。
其轨迹由4个步骤组成。刀具从循环起点开始,其中X(U)、Z(W)给出终点的位置。1(R)表示第一步是快速运动,2(F)表示第二步按进给速度切削,其余3(F)、4(R)的意义相似。
(2)带锥度的端面车削循环。
格式:G94 X(U) Z(W) R F 。
其轨迹如图3-4所示,刀具从循环起点开始,其中X(U)、Z(W)给出终点的位置,R值的正负由B点和C点的X坐标之间的关系确定,图3-4中C点的X坐标比B点的X坐标小,所以R应取负值。
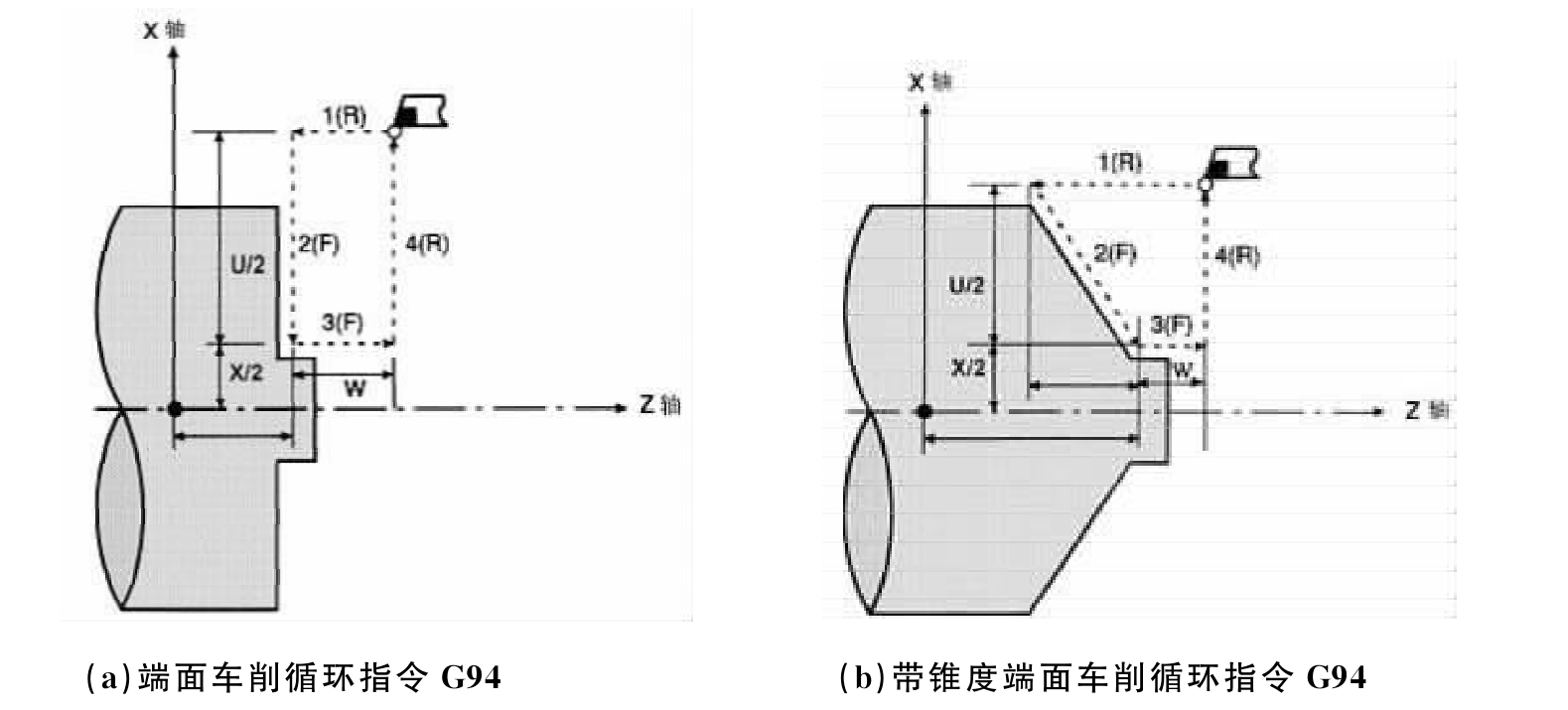
图3-4 端面和带锥度端面车削循环指令G94
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











