



第三节 控制图的种类及作法
一、控制图的种类
控制图的种类很多,根据不同的用途可分成两类,即分析用控制图与控制用控制图。分析用控制图用在决定方针、控制过程分析、控制过程能力研究等场合,是在收集数据的基础上确定控制界限。而控制用控制图用在控制过程的质量,点子出界时应查明原因,立即采取措施消除原因,防止问题重复发生,它是先确定控制界限然后收集数据。
根据质量特性值可分为计量值控制图和计数值控制图。常用的计量值控制图类型有:
平均值( )图与极差(R)或标准差(S)图;
)图与极差(R)或标准差(S)图;
中位数(Me)图与极差(R)图。
常用的计数值控制图类型有:
不合格品率(p)图或不合格品数(np)图;
不合格数(c)图或单位产品不合格数(μ)图。
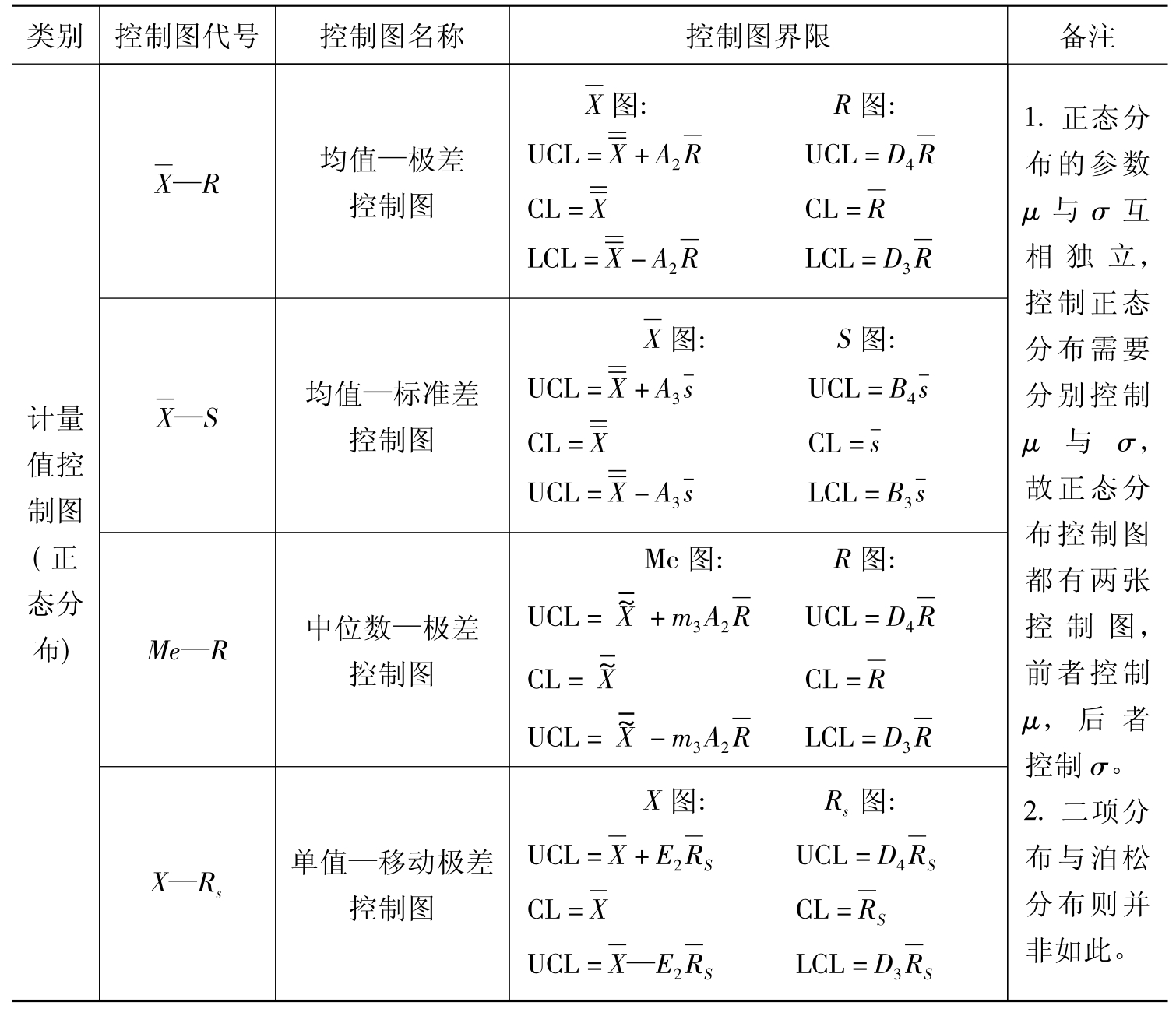
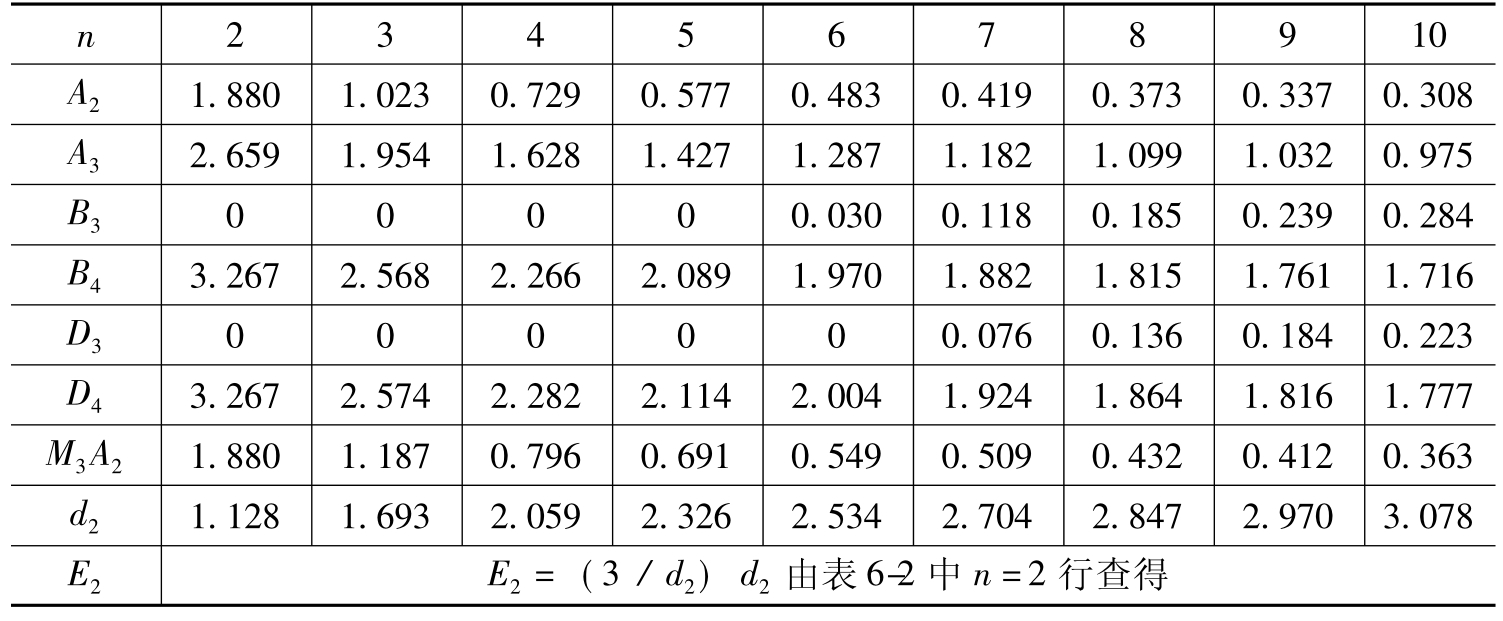
常规控制图(休哈特控制图)种类及各种控制图上下控制界限的确定和计算公式见表4-2、表4-3。
表4-2 常规控制图一览表
续表
表4-3 计量控制图系数表
二、控制图的用途
Pn控制图对于计量值数据而言,这是最常用、最基本的控制图。它用于控制对象为长度、重量、强度、纯度、时间和生产量等计量值的场合。
2. —s控制图
—s控制图
 —s控制图与—R图相似。极差计算简便,因此R图得到广泛应用,但当样本大小n>10时,用极差估计总体标准差σ的效率减低,需要用s图来代替R图。
—s控制图与—R图相似。极差计算简便,因此R图得到广泛应用,但当样本大小n>10时,用极差估计总体标准差σ的效率减低,需要用s图来代替R图。
3.Me—R控制图
Me—R控制图与 —R图也很相似,多用于现场需要把测定数据直接记入控制图进行控制的场合,为了简便,应规定为奇数个数据。
—R图也很相似,多用于现场需要把测定数据直接记入控制图进行控制的场合,为了简便,应规定为奇数个数据。
4.X—Rs控制图
X—Rs控制图多用于对每一个产品都进行检验,采用自动化检查和测量,取样费时、昂贵,样品均匀,多抽样无意义的场合。
5.P控制图
P控制图用于控制对象为不合格品率或合格品率等计数值质量指标的场合。使用P图时应选择重要的检查项目作为判断不合格品的依据。当样本大小n不等时,P图的上下控制界限呈凹凸状。
6.Pn控制图
Pn控制图用于控制对象为不合格品数的场合。由于计算不合格品率需进行除法,比较麻烦,所以在样本大小相同的情况下,用Pn控制图比较方便。
7.u控制图
当一定的单位样品的大小发生变化,应换算为平均每单位的缺陷数后使用u控制图。当样本大小n不等时,u图的上下控制界限呈凹凸状。
8.c控制图
c控制图用于任何一定的单位中所出现的缺陷数目及样本大小n相等的场合。
【小思考4-1】
请判断以下数据是哪一类型?
(1)轴承直径的平均值。
(2)教材上印刷缺陷数。
(3)测量腰围所得到的数值。
(4)生产每台电冰箱的工时。
(5)抽检产品不符合规格要求的百分比。
(6)每100个产品中缺陷的数量。
(7)每箱产品的重量。
(8)电镀产品盐雾测试时间。
(9)日光灯通电时寿命测试。
(10)检验布匹所记录的不合格数。
这些数据可以应用何种类型的控制图进行日常控制?
三、选择控制图的程序(见图4-8)
图4-8 选择控制图的程序
四、常规控制图的观察与分析
应用控制图的目的是使生产过程或工作过程处于稳定的状态。所谓稳定状态是指生产过程或工作过程仅受偶然因素的影响,其产品质量特性的分布基本上不随时间而变化的状态。反之,则为非控制状态或异常状态。所以观察分析控制图的常用准则有判稳和判异两种。
1.判稳准则
判断过程处于稳定状态的标准可归纳为以下两条:
(1)控制图上的点不超过控制界限。
(2)控制图上的点排列分布没有缺陷。
在控制图满足了这两个条件的情况下,就应该判断过程是处于控制状态(稳态)。这时,控制图的控制界限可以作为以后生产过程或工作过程进行控制所遵循的依据。
关于第(1)条标准,在下述情况下也可以认为基本上处于控制状态,也可以作为以后进行控制所遵循的依据:①连续25点都在控制界限内;②连续35点中,仅有1点超出控制界限;③连续100点中,不多于2点超出控制界限。
关于第(2)条标准,控制图上点的分布没有缺陷,指的是控制图上点的分布没有判异准则所列的各种情况。另外,凡是点恰在控制界限上的,均作为超出控制界限处理。
2.判异准则
(1)判异准则有两类。
①点出界就判异。
②界内点排列不随机判异。
在判异准则中并未限制点数,原则上可以有无穷多种检验模式,但现场能够保留下来并继续使用的只有明显物理意义的若干种,在控制图的判断中要注意对这些模式加以识别。
准则1:一点落在A区之外(见图4-9)。在许多应用中,准则1甚至是唯一的判异准则。准则1可对参数μ的变化或参数σ的变化给出信号,变化越大,则给出信号越快。准则1还可对过程中的单个失控做出反应,如计算错误、测量误差、原材料不合格、设备故障等。在3σ原则下,准则1犯第一类错误的概率为α0=0.0027。
准则2:连续9点落在中心线同一侧(见图4-10)。
图4-9 准则1图示
图4-10 准则2图示
准则3:连续6点递增或递减(见图4-11)。此准则是针对过程平均值的趋势进行设计的,它判定过程平均值的较小趋势要比准则2更为灵敏。产生趋势的原因可能是工具逐渐磨损、维修逐渐变坏、操作人员技能的逐渐提高等,从而使得参数α随着时间而变化。
准则4:连续14点上下交替(见图4-12)。本准则是针对由于轮流使用两台设备或由两位操作人员轮流进行操作而引起的系统效应。实际上,这就是一个数据分层不够的问题。选择14点是通过统计模拟试验而得出的,也是为使其α大体与准则1的α0=0.0027相当。
准则5:连续3点中有2点落在中心线同一侧的B区以外(见图4-13)。过程平均值的变化通常可由本准则判定,它对于变异的增加也较灵敏。这里需要说明的是:3点中的2点可以是任何2点,至于第三点可以在任何处,甚至可以根本不存在。出现准则5的现象是由于过程的参数μ发生了变化。
准则6:连续5点中有4点落在中心线同一侧的C区以外(见图4-14)。与准则5类似,这第5点可在任何处。本准则对于过程平均值的偏移也是较灵敏的,出现本准则的现象也是由于参数μ发生了变化。
图4-11 准则3图示
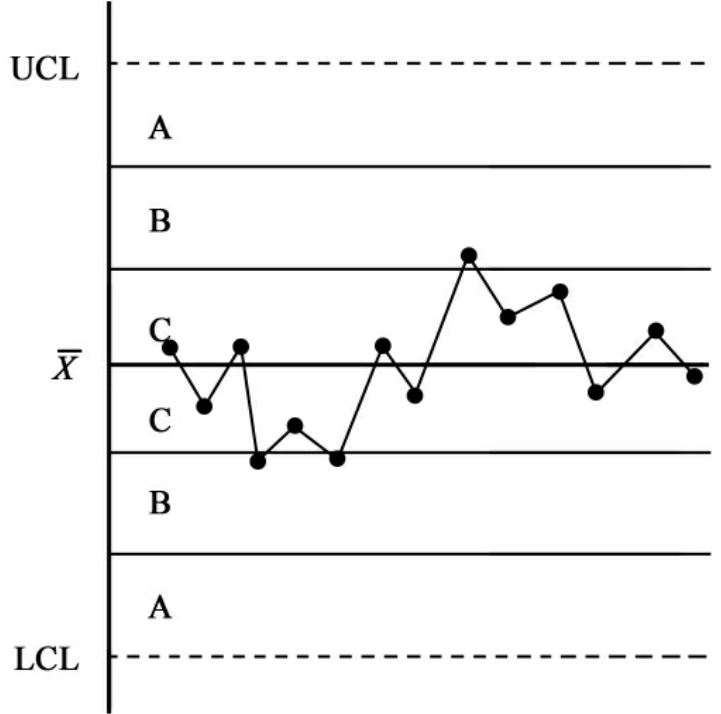
图4-12 准则4图示
图4-13 准则5图示
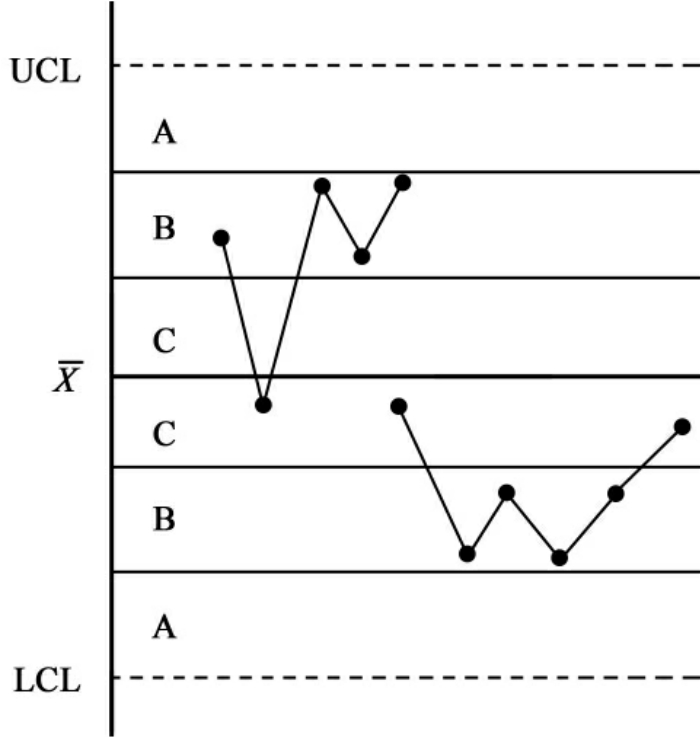
图4-14 准则6图示
准则7:连续15点在C区中心线上下(见图4-15)。出现本准则的现象是由于参数σ变小。对于这种现象不要被它的良好“外貌”所迷惑,而应该注意到它的非随机性。造成这种现象的原因可能有数据虚假或数据分层不够等。在排除了上述两种可能性之后才能总结现场减少标准差σ的先进经验。
准则8:连续8点在中心线两侧,但无一在C区中(见图4-16)。造成这种现象的主要原因也是因为数据分层不够,本准则即为此而设计的。
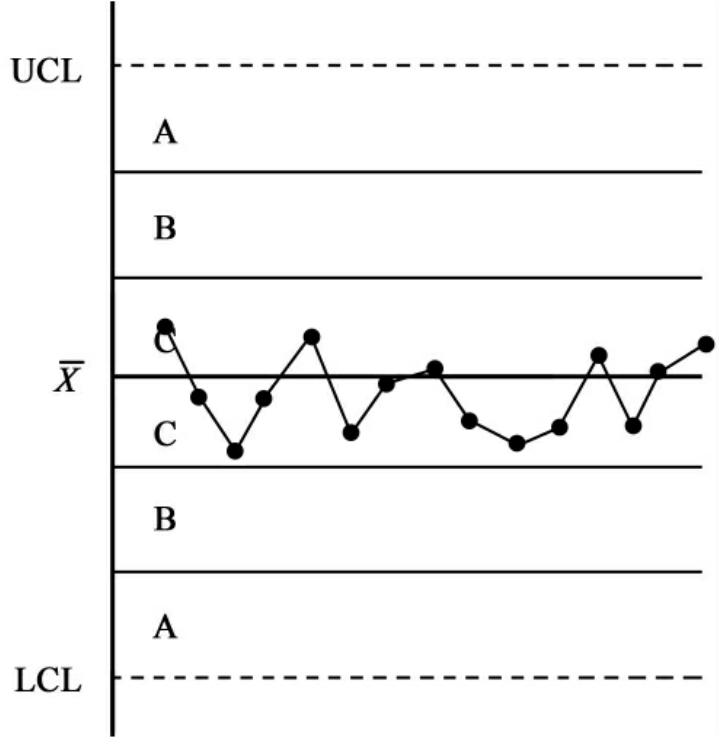
图4-15 准则7图示
图4-16 准则8图示
我们通过案例说明制作 —R图的操作步骤,其他控制图的操作步骤与此类似。
—R图的操作步骤,其他控制图的操作步骤与此类似。
【案例分析4-1】
分析:我们按照下列步骤制作—R图:
步骤1:收集整理数据,如表4-4所示。
步骤2:计算各组样本的平均值 。
。
步骤3:计算各组样本的极差Ri。
从表4-3可知,当样本大小n=5,D3=0,D4=2.115时,代入R图的控制线计算公式(表4-2),得到R的控制线为:
CL= =0.0224
=0.0224
LCL=D3 =0
=0
从表4-3可知,当样本大小n=5,A2=0.577时,代入 图的控制线计算公式(见表4-2),得到
图的控制线计算公式(见表4-2),得到 的控制线为:
的控制线为:
UCL= +A2
+A2 =74.001+0.577×0.0224=74.014
=74.001+0.577×0.0224=74.014
CL= =74.001
=74.001
表4-4 汽车发动机活塞环直径观测数据与 —R图分析
—R图分析
续表
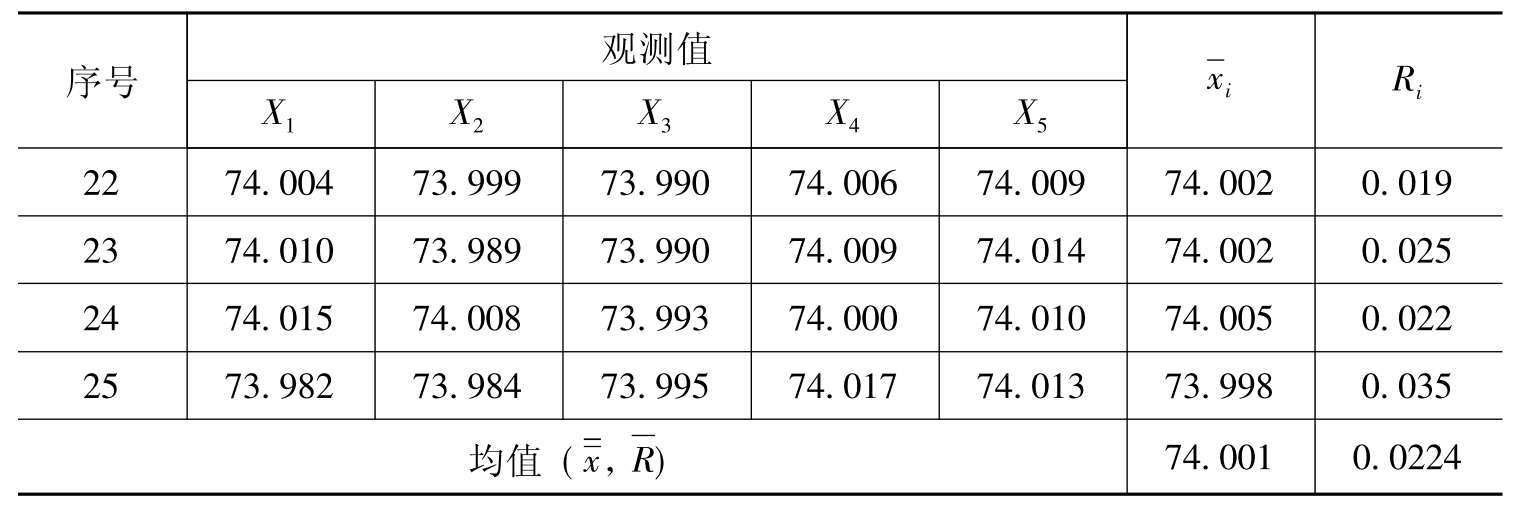
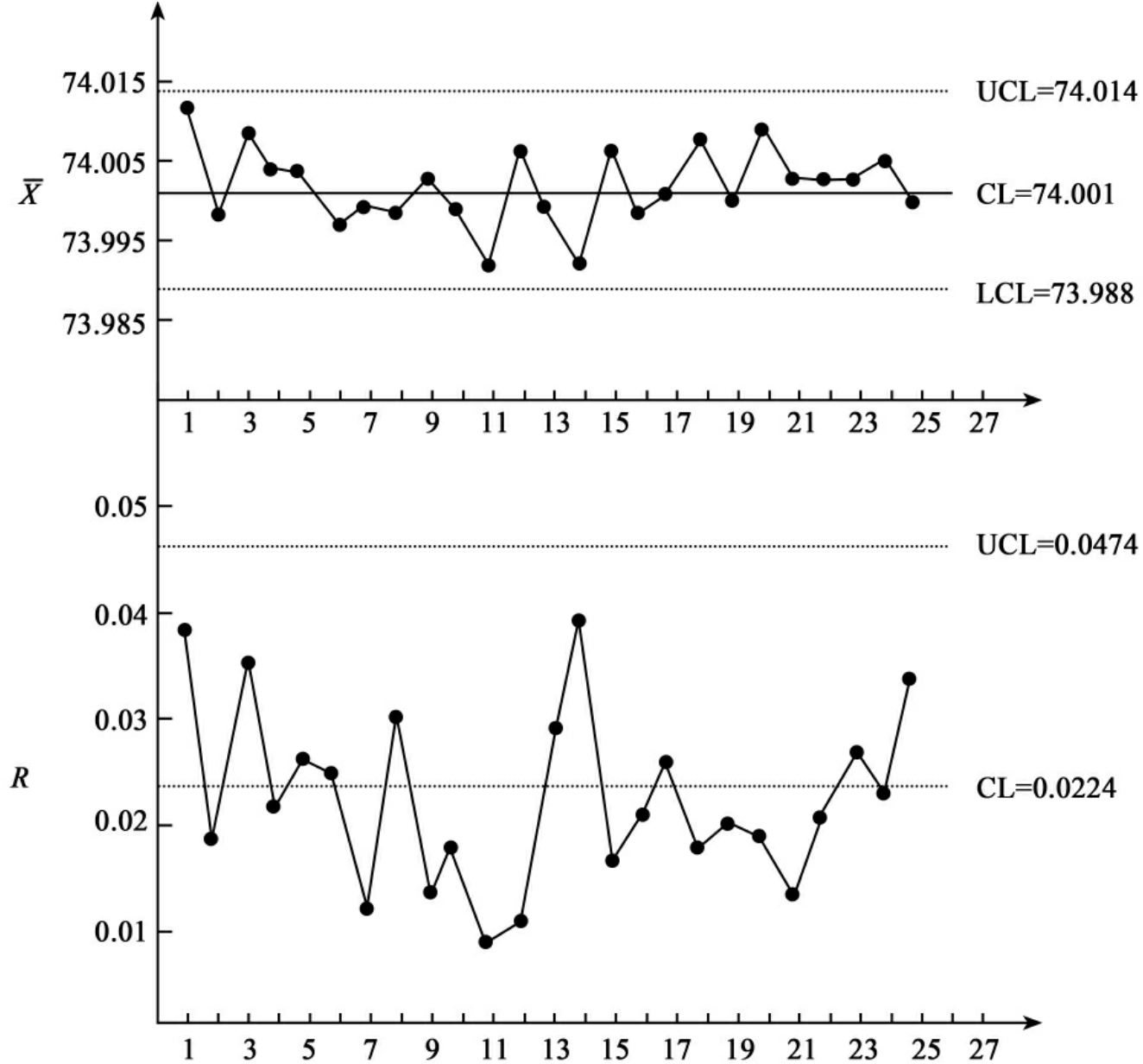
图4-17 —R控制图
—R控制图
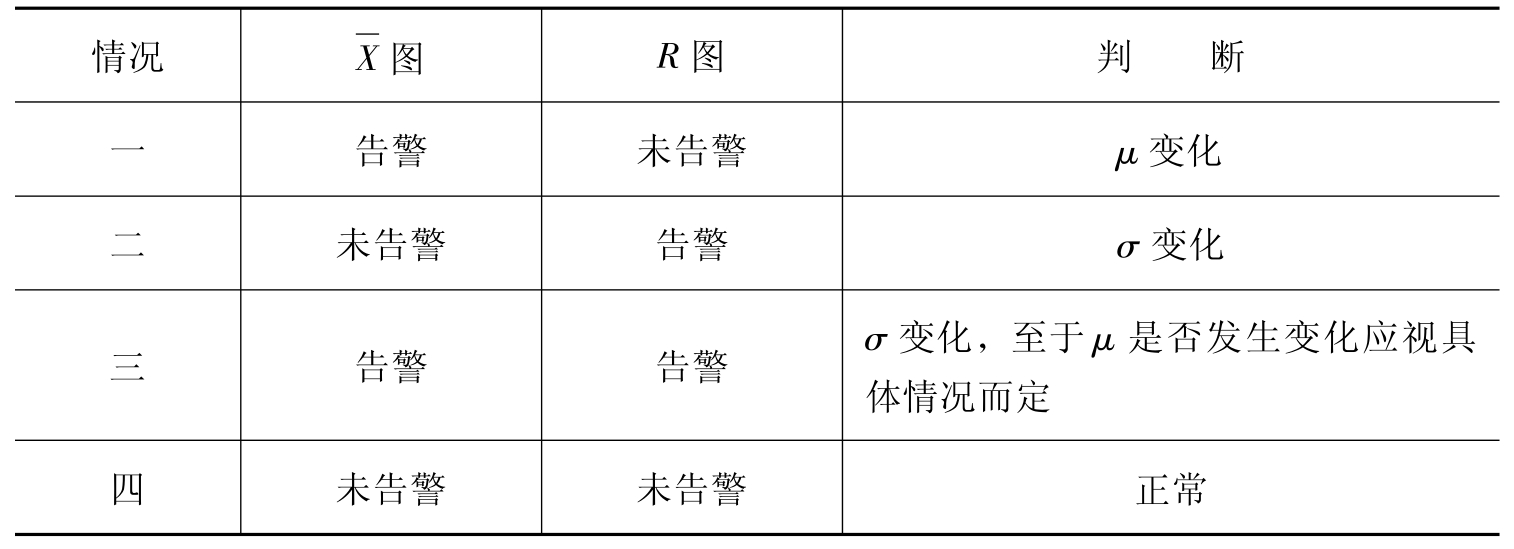
(1)如何联合应用 —R图查找异常(见表4-5)。
—R图查找异常(见表4-5)。
表4-5 应用
 —R图查找异常判断表
—R图查找异常判断表
(2)控制界限、规格界限间的关系 —R图的控制界限与规格界限毫无关系,完全是两码事。规格界限是由技术经济要求所决定的,而控制界限则是过程的以标准差σ度量的自然变异度,用以区分正常波动与异常波动,两者不可混为一谈。
—R图的控制界限与规格界限毫无关系,完全是两码事。规格界限是由技术经济要求所决定的,而控制界限则是过程的以标准差σ度量的自然变异度,用以区分正常波动与异常波动,两者不可混为一谈。
(3)合理分组原则
合理分组原则是休哈特亲自提出来的原则,其内容是:“组内差异只由偶因造成,组间差异由异因造成。”其中,前一句的目的是保证控制图上下控制界线的间隔6σ为最小,从而对异因能够及时发出统计信号,由此我们在取样本组时,应在短间隔内取,以免异因进入。根据后一句,为了便于发现异因,在过程不稳、变化激烈时应多抽取样本,而在过程平稳时,则可少抽取样本。
【知识链接6-1】
P(不合格品率)控制图
不合格品率P控制图表示的是不合格品在制造中所占的比例。如果P控制图的点超出上限,即表示不合格品率增大,就要注意查找原因,采取措施进行控制。它是计数值控制图比较典型的一种控制图,统计基础为二项分布。
【案例分析4-2】
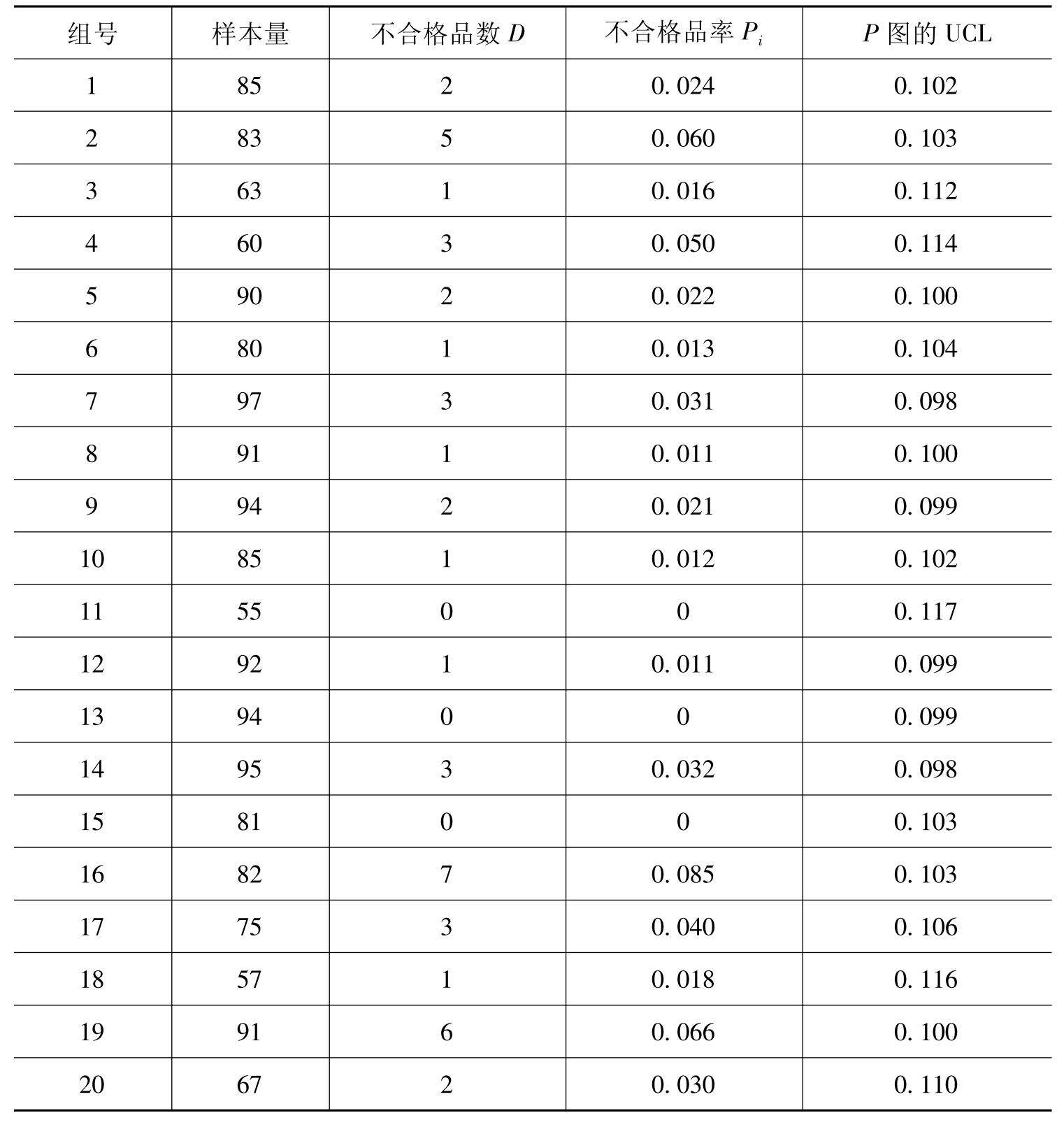
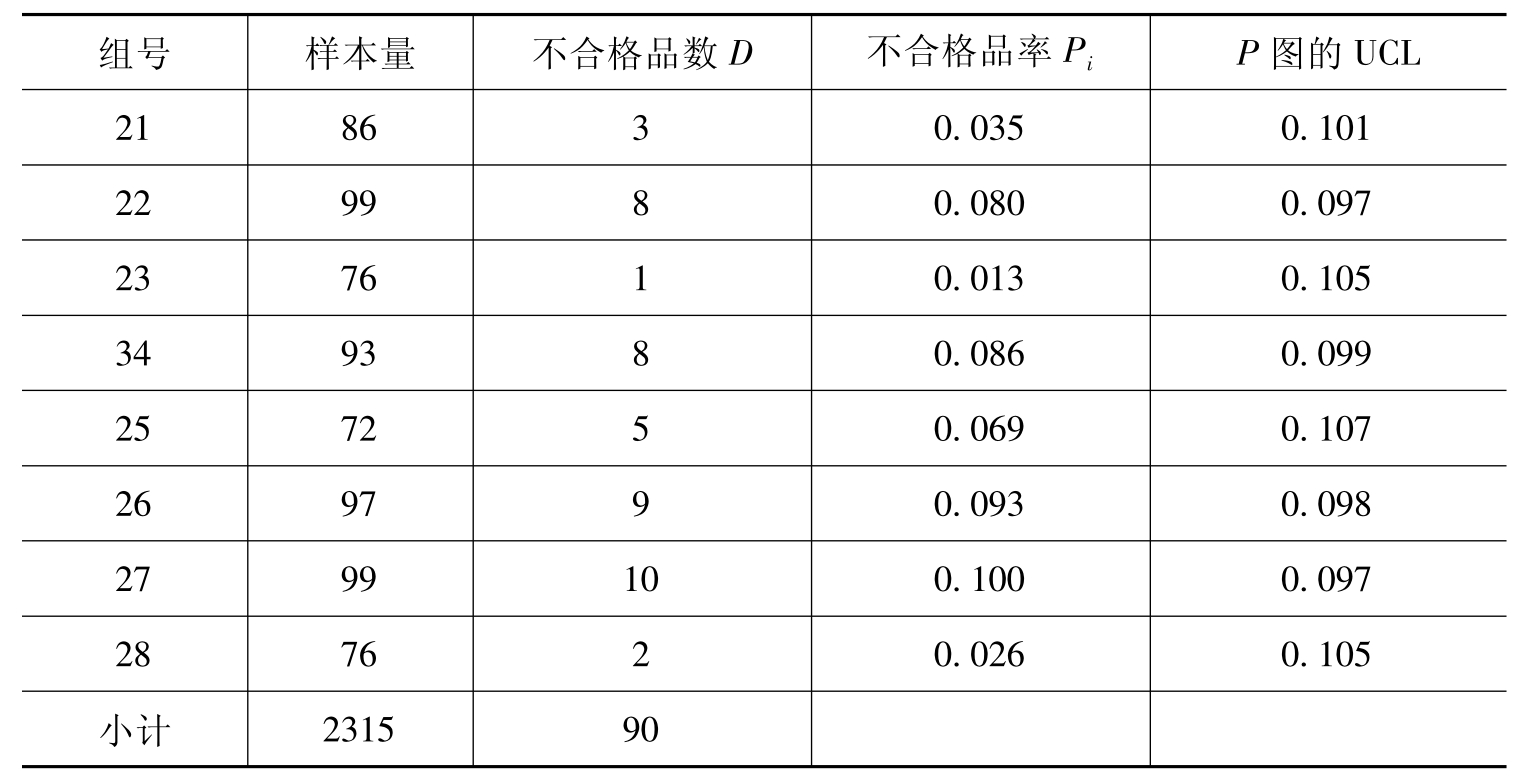
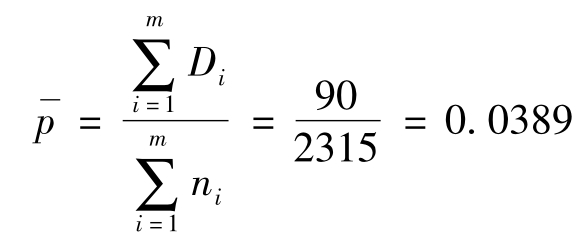
某厂某月份某种产品的数据如表4-6所示,根据过去的记录得知,稳定状态下的平均不合格品率 =0.0389,作控制图对其进行控制。
=0.0389,作控制图对其进行控制。
分析:步骤1:收集整理数据,如表4-6所示。
表4-6 P图的数据与计算表
续表
步骤2:计算各组样本不合格率 ,其余类)推。
,其余类)推。
步骤3:计算 。
。
步骤4:计算P图的控制线。代入P图的控制线计算公式(见表4-2),得到P的控制线,由于本例中各个样本大小ni不相等,所以需要对各个样本分别求出其控制界线。对于第一个样本n1=85,第一个样本的控制界线为:
这里,LCL取负值,由于p不可能为负,故取零作为p1的自然下界,并计以LCL。
其余各个样本以此类推,并对各个样本不合格率进行描点(见图4-18)。注意,图中的横轴就被取为自然下界,下控界LCL与自然下界是不同的。从本例可以看出控制线是呈凹凸变化的。
步骤5:为了判断过程是否处于稳定状态,将各个样本不合格品率点绘在图4-18中。
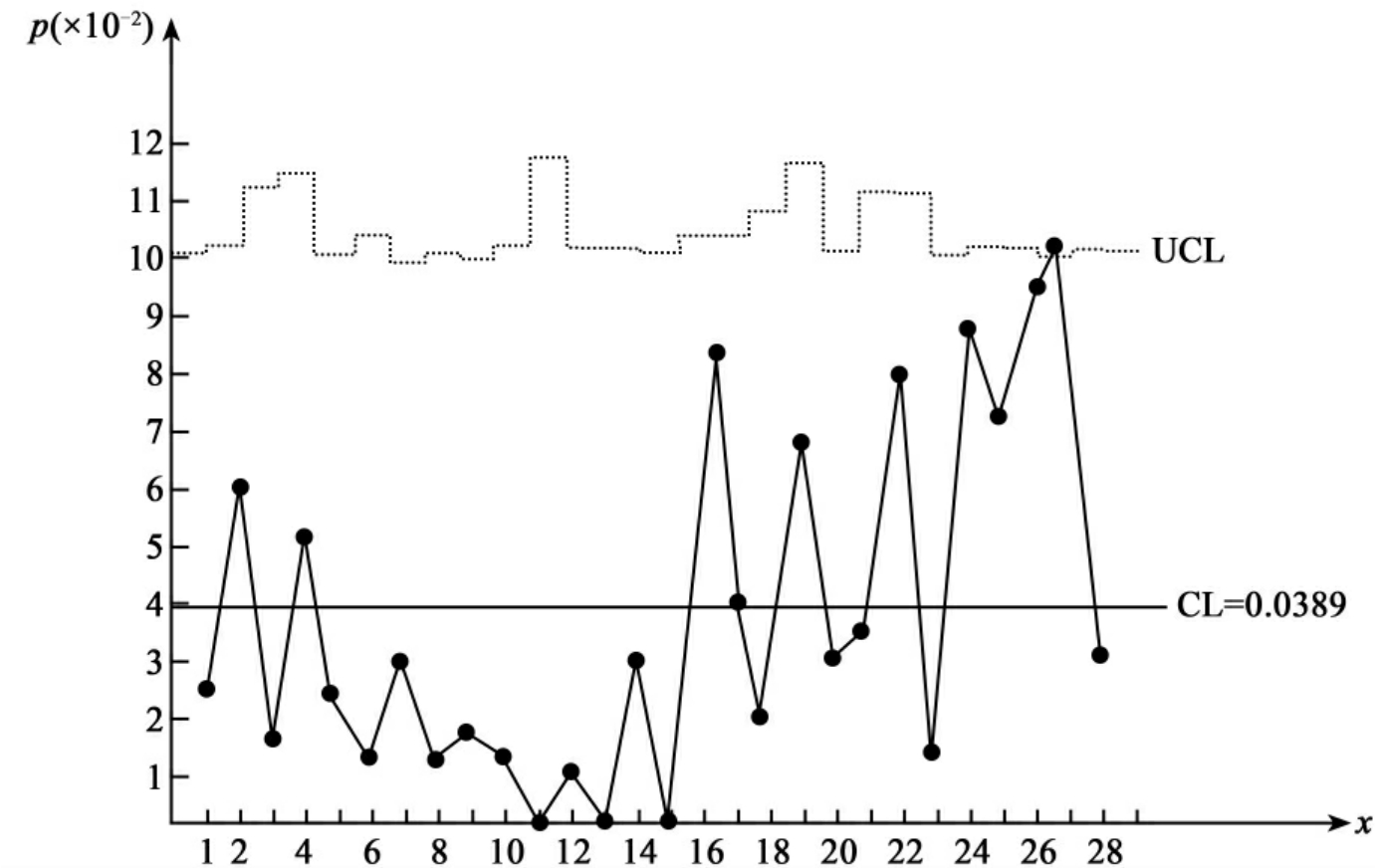
图4-18 P控制图
步骤6:判断过程是否稳定。由于第27个样本的点子出界,所以过程失控,找出异常因素并采取措施保证它不再出现。然后重复步骤1至步骤5,直到过程稳定为止,这时P图作为控制用控制图供日常管理使用。
【知识链接6-2】
其他类型的控制图
国际上几乎所的国家均以“3σ”原则设计控制图。因此,控制图在具体应用时就需要:
①根据取得的预备数据,计算控制图的控制界限。
②根据实测数据所计算的统计量,在控制图中打点。
这两项工作都需要一定的计算工作量。尤其是在样本大小变化时,二项分布的P控制图和泊松分布的u控制图,由于控制界限计算公式中包含变量n时,所计算的控制界限值各个样本不相同,在控制图上所绘制的控制界限呈凹凸不平的状态。这使计算量加大、作图不方便、判断不准确等都成为控制图应用中的难点。虽然当n的变化不大时,可以用平均大小代替样本大小进行计算,但不精确,当点子靠近控制界限时,很容易发生虚发警报或漏发警报,造成错判。1983年,我国质量管理专家张公绪教授发明了“通用控制图”,有效地解决了这一问题。除此之外还有很多新的类型的控制图,如验收控制图、累积和控制图、两极控制图、相对偏差控制图、pL控制图等,各有其特点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。











