



三、表面粗糙度
加工表面上具有较小间距和峰谷所组成的微观几何形状特性称为表面粗糙度。一般由所采用的加工方法和其他因素不同而决定。
1.表面粗糙度的表示方法
表面粗糙度标准(GB/T1031—1995)采用中线制评定,其表示方法分轮廓算术平均偏差、微观不平度十点高度和轮廓最大高度。
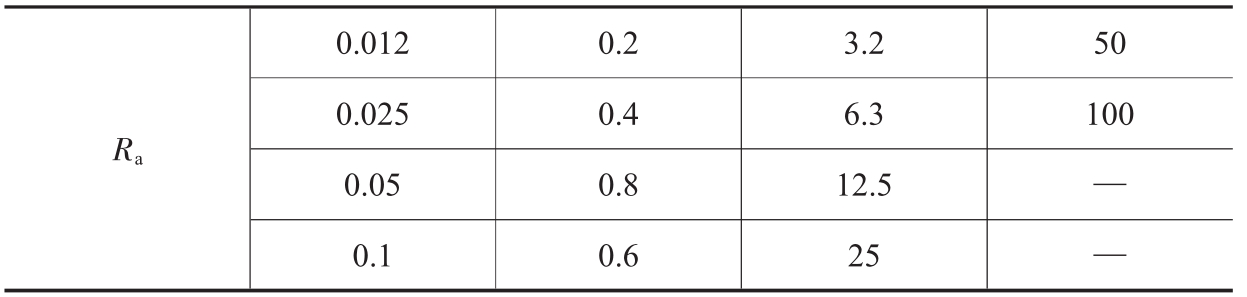
(1)轮廓算术平均偏差Ra,见表1-21。为在取样长度内轮廓偏距绝对值的算术平均值。
表1-21 Ra数值(μm)
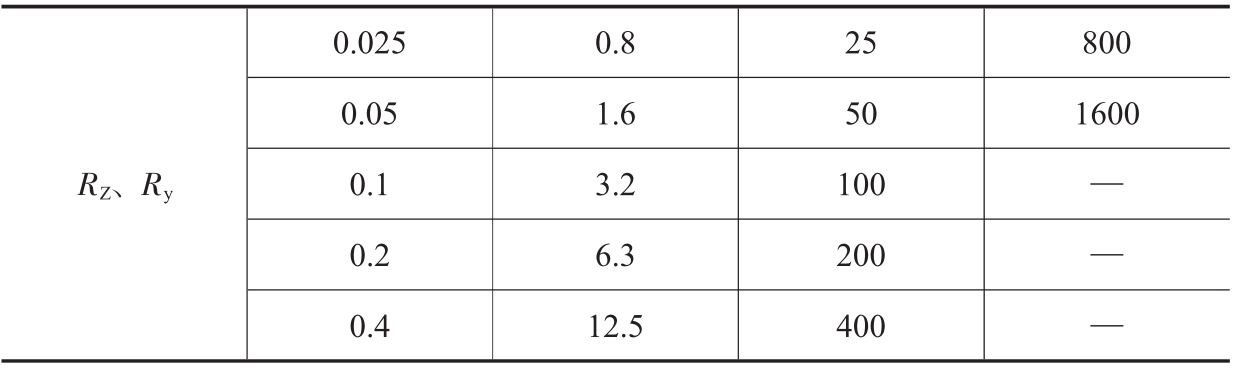
(2)微观不平度十点高度Rz,见表1-22。在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和,称为微观不平度十点高度。
(3)轮廓最大高度Ry,见表1-22。在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离,称轮廓最大高度。
表1-22 Rz、Ry值(μm)
2.表面粗糙度与表面光洁度等级对照
旧国标GB1031—1968中所规定的表面光洁度等级是从荦1~荦14共14级,与表面粗糙度(GB/T1031—1995)Ra、Rz值对照见表1-23。
表1-23 表面粗糙度(GB/T1031-1995)与表面光洁度等级对照
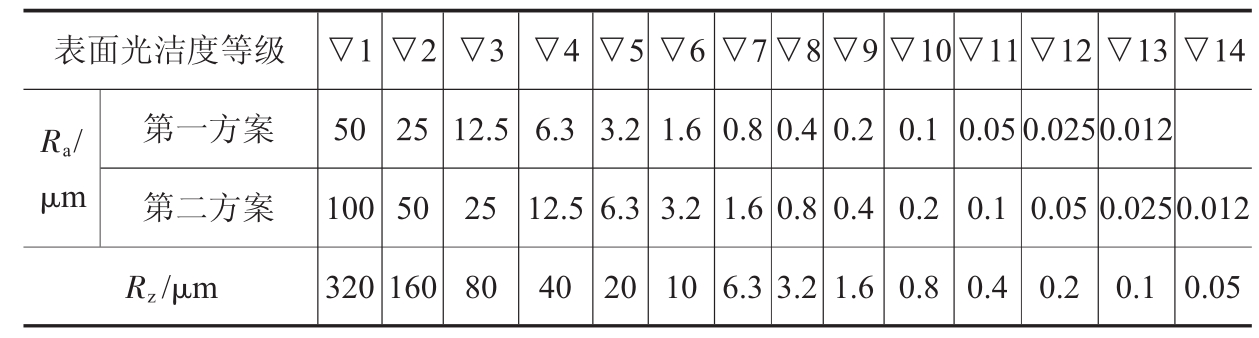
注:Ra第一方案推荐在最重要的表面中采用;第二方案推荐在不很重要表面中采用。
3.表面特征符号及其注法
表面特征的基本符号由两条不等长且与被注表面投影轮廓线成60°的倾斜细实线组成,见图1-12。
图1-12(a)所示为基本符号。
图1-12(b)所示为基本符号加一短划,表示表面特征是用去除材料的方法获得,如车、铣、钻、磨、抛光、腐蚀、电火花加工等。
图1-12(c)所示为基本符号加一小圆圈,表示表面特征是用不去除材料的方法获得的,如铸、锻、冲压、热轧、粉末冶金等,或者是用于保持原供应状况的表面(包括保持上道工序的状况)。
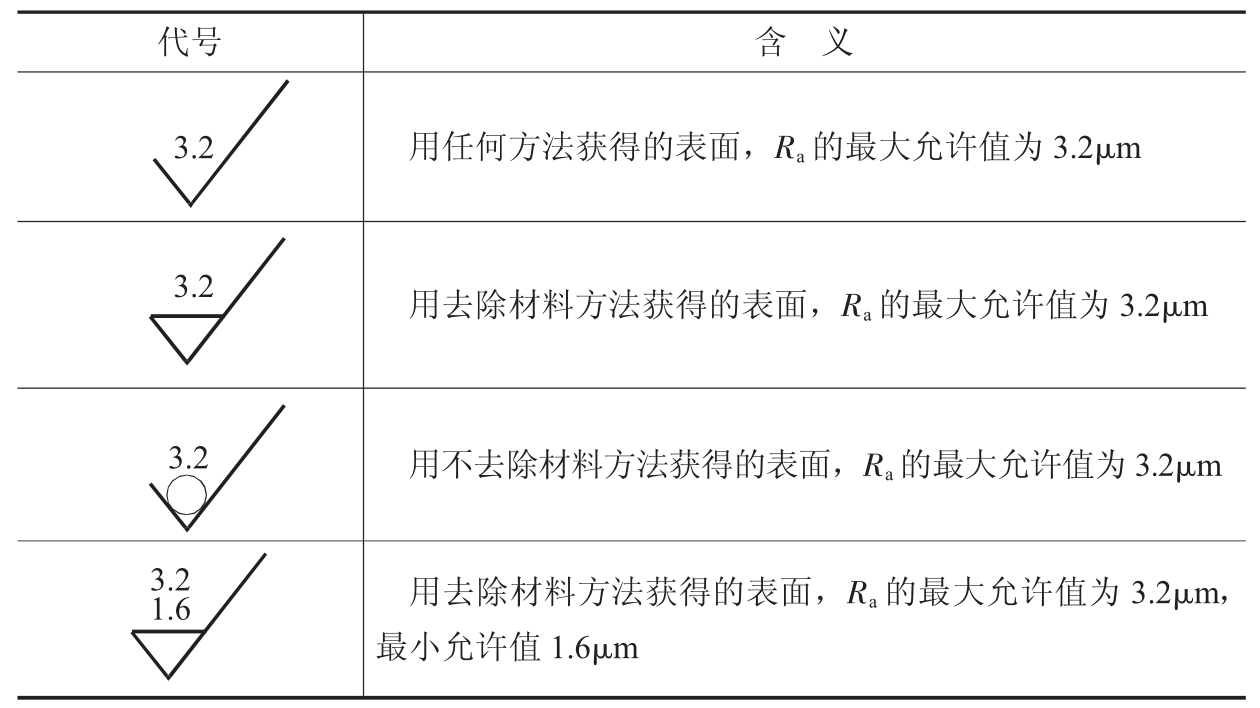
轮廓算术平均偏差Ra在代号中用数值表示时,规定其数值写在表面特征符号长边的左边(单位为μm),代号Ra不需标注。具体标注方法见表1-24。
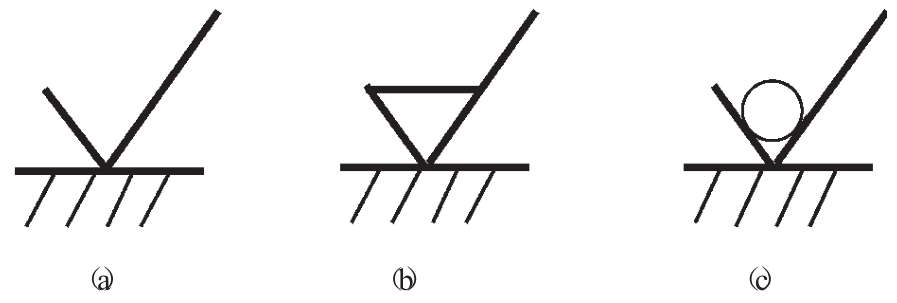
图1-12 表面特征的基本符号
表1-24 表面粗糙度标注代号
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。










